Nachfolgend sind alle veröffentlichten "Berichte des Monats" aufgelistet. Klicke auf die jeweiligen Artikel, um diese zu lesen.
Dezember 2020 - Allerlei von Zündkerzen
Ein grosses Dankeschön an Helmut Zum Felde für die Bereitstellung dieses Berichts!
Teil 2 von 4
November 2020 - Allerlei von Zündkerzen

Ein grosses Dankeschön an Helmut Zum Felde für die Bereitstellung dieses Berichts!
Teil 1 von 4
Oktober 2020 - Mit dem D-Rad auf der B96 von Zittau nach Binz
Ein grosses Dankeschön an Thomas Pilz für diesen tollen Bericht!
Teil 2 von 2
September 2020 - Mit dem D-Rad auf der B96 von Zittau nach Binz
Ein grosses Dankeschön an Thomas Pilz für diesen tollen Bericht!
Teil 1 von 2
August 2020 - Hella Karbid-Entwickler bzw. ja, er lebt noch!

Nachdem das Oberteil nun mechanisch fertiggestellt war, kam ich nicht länger umhin, mich mit dem Karbidbehälter zu befassen. Diesen hatte ich immer wieder zur Seite gestellt, da der Neubau des kompletten Bodens unausweichlich war und mir einige Kopfschmerzen machte. Zentrales Problem war dabei die tiefe Schale zur Aufnahme der versenkten Knebelschraube, die so ebenfalls nicht zu drücken oder pressen war. Letztlich entschied ich mich, diese Schale als massives Drehteil anzufertigen, verstärkte vorsorglich die Wandung und fertigte den Rest des Bodens aus glattem Blech. Die Teile sind dabei so herum gefügt, dass beim Anziehen der Knebelschraube alles aufeinandergepresst und nicht auf Zug belastet wird. Das erschein mir einzig sinnvoll. Den alten Boden trennte ich jetzt bis auf etwa 4 Millimeter umlaufenden Rand ab, glättete diesen und lötete schließlich meine neuen Teile ein. Damit ist nun ein Kompromiss entstanden, der die äußere Optik bewahrt und dennoch zuverlässigen Betrieb ermöglicht. Eine gewisse Gefahr haftet der Karbidbeleuchtung immer an, doch diese ist durch die Erneuerung aller kritischen Bauteile nun hoffentlich minimiert. Somit war nun das Gehäuse fertiggestellt und der Entwickler zeigte sich in einer Verfassung wie wohl seit Jahrzehnten nicht mehr. Dennoch blieben einige Arbeitsschritte offen, zunächst entstand nach Fotovorlage von Benno die Druckplatte für den Karbidbehälter in vereinfachter funktioneller Bauweise, was abermals keine große Zauberei war. Nun kam mir die Frage, ob nicht auch ein Sieb nötig wäre, um die geschlitzte Knebelschraube im Inneren des Karbidbehälters von pulverisiertem Karbid freizuhalten. Deren Verstopfung und immer weiter geöffneter Wasserstellschraube sind wohl einige Unglücksfälle mit altgewordenen Karbidanlagen zuzuschreiben. Mit dem Muster aus einer Fahrradlampe in der Hand überlegte ich, woher denn solch fein gebohrtes Messing – Lochblech kommen sollte. Schon der Aufwand zur Suche schien riesig, in der Werkstatt war es ohnehin gerade schön und so gab es noch eine kleine verrückte Episode. Ich nahm abermals das 0,5 Millimeter Messingblech aus dem Regal, Anreißwerkzeug dazu und setzte schließlich sehr viele Körnerpunkte. Mit einem 1,7 Millimeter Bohrer wurde dann Stück für Stück das benötigte Lochblech angefertigt. Hier mag mancher mit dem Kopf schütteln, es macht doch aber nach einem solchen Projekt keinen Unterschied mehr, ob man auch das Lochblech noch selbst bohrt. Mir machte es Freude, auch diese kleine Etappe mit eigenen Mitteln zu bewältigen, und bei jedem Reinigen des Behälters werde ich an jenen Winterabend im Jahr 2019 denken. Eingerollt und verlötet fand auch das letzte fehlende Teil seinen Platz im Entwickler. So schnell hätte ich das Siebrohr nirgends kaufen können, es ist gleichermaßen der Zirkelschlag zum Beginn der Geschichte. Selbst ist der Schrauber! Mein treuer Lackierer Gunter sorgte schließlich für das passende Äußere, nachdem er schon das Endstück des vorderen Schutzbleches und den Gepäckträger nach Reparaturarbeiten einlackiert hatte. Diese Teile fügen sich wieder wunderbar ins Gesamtbild, niemand erkennt die kleinen Eingriffe am Rumpf des 95-jährigen Springbocks. Die Funktionsprobe steht aufgrund fehlender Dichtungen noch aus, diese werde ich demnächst aus Gummiplatten anfertigen. Wenn also beim D-Rad Treffen die Karbid-Anlage noch dran ist, war das verrückte Vorhaben von Erfolg gekrönt. In der Hoffnung, mit dieser kleinen Episode aus dem Werkstattgeschehen gleichermaßen Mut gemacht, aber auch ein gewisses Schmunzeln und Kopfschütteln ausgelöst zu haben, sei diese Geschichte hier abgeschlossen, ich grüße alle Leser und besonders die D-Rad Freunde ganz herzlich!
Ein grosses Dankeschön an Jörg Augustin für diesen tollen Bericht!
Teil 2 von 2
Juli 2020 - Hella Karbid-Entwickler bzw. ja, er lebt noch!

Ein klein wenig fühle ich mich gerade in meine Schulzeit zurückversetzt, als es hieß „schreibe einen Aufsatz über Deine Erlebnisse in den Sommerferien“ … es ist lange her, dass ich vor einer solchen Aufgabe saß. Aber als ich meinem D-Rad-Freund Benno von der verrückten „Nachbaurestaurierung“ des Hella Karbid-Entwicklers meiner R0/4 erzählte, wollte er diese unbedingt für den Bericht des Monats aufgeschrieben haben. Dies ist nun hiermit geschehen, wird sicherlich – wie zu Schulzeiten – auf ganz verschiedene Meinungen stoßen, aber es geht mir weder darum, meinen Weg als den einzig richtigen darzustellen, noch mit ganz normalen Handwerksarbeiten zu prahlen. Vielmehr würde ich mich freuen, wenn der Bericht vielleicht den Einen oder Anderen dazu ermutigt, in der Hobbywerkstatt auch einmal Neuland zu betreten, im Rahmen seiner Möglichkeiten ein paar Schritte weiter als gewohnt zu gehen und etwas selbst zu machen statt machen zu lassen – so wie unsere Großväter das Hobby einst begannen. Aus dieser Zeit könnte mein D-Rad R0/4 viel erzählen, denn als es 1968-71 restauriert wurde, gab es die heutigen Möglichkeiten, anbaufertig nachgebaute Teile zu kaufen, ebenso wenig wie die einfache schnelle Kommunikation in jeden Winkel der Erde. So lernten sich Sportfreunde, die in mühsamer Handarbeit identische Teile selbst nachfertigten, erst später bei einer Rallye kennen, obwohl sie vielleicht nur 50 Kilometer entfernt voneinander lebten. Umso erstaunlicher und aller Ehren wert, was unsere Vorgänger auf dieser Basis schufen und damit Fahrzeuge wieder auf die Straße brachten, die in vielen Fällen noch heute ohne größere Maßnahmen unterwegs sind. Auch musste manches stark verschlissene Originalteil mit großer Mühe und viel Handwerkskunst aufgearbeitet werden, da neue Teile nicht mehr erhältlich waren und die Instandsetzung somit die einzige Lösung darstellte. Mein D-Rad war nach der Restaurierung länger in Betrieb, als es zu deren Beginn alt war, daher ergab sich ganz natürlich ein gewisser Bedarf an Überholungsarbeiten. Diesen wollte ich jedoch so halten, dass die herrliche, erneut gealterte Optik nicht verfälscht wird. Allein schon deswegen, weil die patinierten Nickel- und Lackoberflächen wunderbar die lange Lebensgeschichte selbst im zweiten Leben erzählen, aber auch aus Achtung vor der Leistung meines Vorgängers Erhard. Seit 2015 bin ich nun im Besitz der „Zeitmaschine“ und sehr dankbar, die R0/4 jetzt quasi im dritten Leben weiter erhalten – und bewegen – zu können. Damit sind wir schon mitten im Geschehen, es gäbe sehr viel zu berichten, ich möchte mich hier (vorerst?) nur auf die Instandsetzung des Hella Entwicklers beschränken, der zu einer ungeahnt großen Teilbaustelle wurde. Nach der Restaurierung war die Maschine zunächst mit einer kleinen Leichtmotorrad-Karbidanlage unterwegs, was zunächst für einigen Punktabzug bei der notwendigen ADMV Abnahme für die Dauerstartnummer sorgte, später auch zu vielen Diskussionen führte. Die etwa 1975 ertauschte und schon damals rare Hella-Anlage mit dem auch vom Werk verwendeten eckigen Entwickler war leider in sehr schlechter Verfassung, sodass die Aufarbeitung eher zur äußerlichen Komplettierung des D-Rades diente, der Scheinwerfer (er selbst wäre ein Thema) wurde mit abgeänderten Teilen einer Fahrrad-Karbidlampe ergänzt, der stark verformte Entwickler glatt gespachtelt und schwarz lackiert. Nun kam meine Auffassung ins Spiel, dass funktionieren muss, was verbaut ist … ich hatte keine Ahnung über die Folgen, die mein Leitspruch hier für mich haben sollte. Bei der vorsichtigen Entfernung der Lack- und Spachtelschicht wurde mein Gesicht recht lang, denn zu den bekannten Dellen und Knickstellen kamen auch diverse Risse in den tiefgezogenen Messingblechen im Inneren. So waren die Trennwand, also der Boden des Wassertanks, in dem auch das Wasserventil sitzt, sowie der Boden des Karbidbehälters einschließlich der eingelöteten Verstärkung sehr brüchig. Das schon genannte Wasserventil musste bei einem früheren Versuch, den Karbidbehälter zu öffnen, abgebrochen sein und wurde seinerzeit mit einer gewaltigen Menge Lötzinn wieder angesetzt. Hier stand dann doch etwas mehr Arbeit an, die fehlenden Teile wie das Abdeckblech für den Filter und die Druckplatte im Karbidbehälter waren nur kleine Probleme am Rande. Zunächst strahlte ich die Gehäuseteile behutsam mit Glasperlen, wobei sich keine weiteren großen Schäden mehr zeigten, und lötete den Zwischenboden aus dem Gehäuseoberteil aus. Eine sehr gute Entscheidung, musste ich doch feststellen, dass die originale Lötnaht ringsum zu etwa 75 Prozent nicht mehr vorhanden war. Die glatten Außenflächen des Oberteils konnten recht einfach gerichtet und geglättet werden, der Oberseite mit ihren umlaufenden Rundungen wollte ich die Umformung nicht zumuten, vermutlich wäre das spröde Material an den Knickstellen gebrochen. Daher habe ich den gesamten oberen Bereich verzinnt und auf diese Art und Weise die Oberfläche wiederhergestellt. Die Belastung durch die Erhitzung des Messingbleches hielt ich für weniger gefährlich, es hat funktioniert, vielleicht hatte ich auch einfach nur Glück. Im Bereich der seitlichen Halter gab es zwei Risse, um die sich der örtliche Laserschweißer kümmerte, ein Mann, den man sich in unserem Hobby sehr warmhalten sollte; … er kam bald wieder zum Einsatz. Den tiefgezogenen Zwischenboden konnte ich nicht originalgetreu nachbauen, da mir hierfür die Möglichkeiten fehlen. So entstand eine mehrteilige Version aus Messingblech, die einzelnen Segmente fügte wiederum der Laserschweißer zu einer Einheit ähnlich dem Original. Die Anfertigung von Wasserventil und Gasrohr mittels Drehmaschine und einiger Feilenstriche war dann kein großes Wunderwerk, mit ein paar Maschinen und Hilfsmitteln kommt man auch in der Kellerwerkstatt weit. Mit dem wieder eingelöteten Zwischenboden, neuem Wasserventil und Gasrohr nahm das Projekt nun langsam Formen an, was die Motivation zum Weitermachen stark befeuerte. Unterstützend dazu kam auch ein Paket aus der Schweiz an, darin das Abdeckblech für den Gasfilter und die zugehörige kleine Flügelmutter, bemerkenswert die präzise Arbeit auch in diesem Fall. Mit seinen wunderbaren Nachfertigungen hat Benno das ganze R0/4 Projekt enorm unterstützt, ob es sich um Kupplungsscheiben handelt, Lenkungslager oder die Bremsankerplatte, es ist ein großes Glück, dass durch viel Herzblut und Initiative die alterungsbedingten Schwachstellen der Maschinen ohne große Sorgen abstellbar sind. Wenn ich in einem der nächsten Winter die Speichenräder überarbeite, wird auch die Bremsfelge zum Einsatz kommen, die schon an der Wand hängt. Nie werde ich ihr Eintreffen vergessen. Benno hat sie in einem riesengroßen Pizzakarton geschickt, der Paketbote überreichte ihn mit den Worten „guten Appetit“! Doch zurück zum Entwickler...
Ein grosses Dankeschön an Jörg Augustin für diesen tollen Bericht!
Teil 1 von 2
Juni 2020 - Garagen, Werkstätten und ihre Einrichtung.
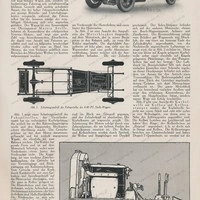
wird hierbei auf einer gewöhnlichen Drehbank mittels besonderer Kurbelwellenführungsstücke eingespannt. Die Maschine selbst ist so kräftig und stabil gebaut, dass die fabrizierende Firma für sauberen Schliff bei Kurbelwellen bis zu 200 mm Hub garantiert; natürlich muss das Schleifen nass erfolgen, und ist eine Wasserpumpe nebst entsprechender Wasserzuführung auf der Maschine montiert. Häufiger als die Kurbelwellenschleifmaschine wird die Zylinderschleifmaschine bei der Reparatur von Kraftwagen gebraucht. In Abb.881 ist eine solche Maschine dargestellt, die von der Firma Naxos-Union, Frankfurt a. M., geliefert wird. Diese Art von Maschinen müssen, um für die notwendige Schleifgenauigkeit zu garantieren, sehr stabil gebaut sein und werden natürlich entsprechend teuer, infolgedessen sind sie auch nur für grosse Werkstätten und Spezialisten erschwinglich. Dagegen ist in Abb. 882 eine Zylinder-und Glättvorrichtung gezeigt, welche von der Firma Schuchardt & Schütte, Berlin C 2, geliefert wird. Diese ortsbewegliche, leicht zu handhabende und verhältnismässig billige Vorrichtung ersetzt in vielen Fällen die teuere Zylinderschleifmaschine. Sie wird auf den Zylinderblock selbst aufgespannt und bearbeitet mit ihrem senkrecht stehenden Werkzeug nacheinander sämtliche Bohrungen des Zylinders. Der Antrieb erfolgt durch einen eingebauten Elektromotor, der mit Hilfe eines Kabels und eines Steckkontaktes an jede Lichtleitung angeschlossen werden kann. Eine Zahnradübersetzung überträgt die Bewegung der Motorspindel auf die sehr kräftig gehaltene Bohrspindel. Das eigentliche Bohr- und Glättwerkzeug wird in die Bohrspindel eingeschraubt und ist durch einen Kegel zentriert, so dass es stets genau rund laufen muss. Vier Führungen und vier Bohrmesser sind getrennt voneinander mittels Schrauben und Kegeln radial einstellbar. In Abb.883 ist noch eine Zylinderpoliermaschine (Honing-Maschine), ein Fabrikat der Firma Mayer & Schmidt, Offenbach a. M., gezeigt, welche zum Abziehen resp. Glätten zylindrischer Bohrungen dient. Diese Glättmaschine wird angewendet, wenn eine ganz besonders glatte Bohrung verlangt wird. Das Werkzeug der Maschine ist eine Schleifahle, welche pendelnd aufgehängt ist, demnach also nur zur Nacharbeit dienen kann und die Parallelität der verschiedenen Bohrungen eines Blockzylinders voraussetzt.
Für kleine Werkstätten, welche sich die Anschaffung einer Rundschleifmaschine nicht leisten können, gibt es als Ersatz Support-Schleifmotoren, welche in jeden Drehbanksupport eingespannt werden können. Zu achten ist lediglich darauf, dass der Schleifmotor im Support sehr gut befestigt wird, und zwar nur auf einer kräftig gebauten Maschine, so dass ein vibrationsfreier Schliff zustande kommt. Abb. 884 zeigt als Beispiel ein solches Modell der Firma C. & E. Fein, Stuttgart.
Um den Kolbenringen eine gleich-mässige Federung zu geben, bedient man sich einer Kolbenringwalz-maschine, wie sie in Abb. 885 als Fabrikat der Firma Schuchardt & Schütte, A.-G., Berlin C 2, gezeigt ist. Die abgebildete Maschine walzt jeden Kolbenring mit einer enggezahnten Druckrolle in etwa 5 Sekunden durch, so dass die dem Schlitz gegenüberliegende Stelle am tiefsten eingerillt wird, wodurch ein vollkommen gleichmässiges federndes Anliegen des Ringes im Zylinder erzielt wird. Zum Abziehen aufgepresster Teile sowie zum Aufpressen von erneuerten Teilen wird ebenso wie zum Richten vielfach eine Presse nötig sein. Abb.886 und Abb.887 zeigen solche Pressen in den üblichen Ausführungen, und zwar stellen beide Abbildungen Modelle der amerikanischen Firma Weaver dar, deren Fabrikate in Deutschland von der Firma Brühl & Ehrenhaus, Berlin-Halensee, eingeführt werden. Die erste Abbildung zeigt eine Zahnstangengetriebepresse, welche für kleinere Leistungen gebraucht wird, wogegen die zweite Abbildung eine kombinierte Zahnstangengetriebe- und Spindelpresse zeigt, die in verschiedenen Stärken bis zu den grössten Leistungen gebaut wird.
Die Anschaffungskosten sind für die gutgearbeiteten Maschinen natürlich nicht gering, doch werden dieselben schon in einer mittleren Werkstatt sich durch die kolossale Zeitersparnis bei der Arbeit mit der Presse bald amortisieren.
Zum Abpressen abgenutzter Vollgummireifen von den Rädern vom Lastkraftwagen, sowie zum Aufdrücken der neuen Bereifung, werden hydraulische Reifen- pressen benutzt. Die Aufstellung solcher Pressen wird sich nur für grössere Reparaturwerkstätten lohnen, insbesondere für solche, welche als Spezialität Lastwagen reparieren. Immerhin sei in Ab-bildung 888 eine solche Maschine gezeigt, und zwar ist als Beispiel eine Presse der Heidenheimer Maschinenfabrik Meinke, Krebs & Wegener, Heidesheim bei Mainz, gewählt. Für kleinere Betriebe baut die gleiche Firma auch eine einfachere Vorrichtung, die durch Spindeln mit Handzug bedient wird.
7. Hebezeuge
Um in Werkstatt und Garage die Wagen hochzustellen, damit die Pneumatiks entlastet werden und bei längerem Stehen nicht leiden, bedient man sich kleiner Hebeböcke nach Abb. 889. Soll der Wagen dagegen auf längere Zeit aufgebockt werden, um daran zu arbeiten, so muss man schwerere Unterstellböcke benutzen, wie ein solcher in Abb. 890 gezeigt ist. Diese werden unter die Achse resp. unter den Rahmen gesetzt, nachdem das Fahrzeug hochgewunden ist und nehmen beim Absenken die Last des Wagens auf. Beide gezeigte Modelle sind Fabrikate der Levator-Hebezeug-Fabrik, Berlin S 42. Wenn an einem Wagen nur kleinere Reparaturen auszuführen sind, während welcher man den Wagen nicht abzusetzen braucht, sondern ihn gleich auf dem Wagenheber stehen lassen kann, bedient man sich kräftiger Schnellheber. In Abb. 891 ist ein Garagenschnellheber gezeigt,
welcher lediglich zum bequemeren Unterschieben mit zwei Rollen versehen ist, und in Abb. 892 ein sogenannter Rangierheber, welcher auf vier grossen Rollen läuft, so dass man mit ihm den hochgehobenen Wagen in der Werkstatt bewegen kann. Die beiden gezeigten Modelle sind ebenfalls Fabrikate der Levator-Hebezeug- Fabrik, Berlin S 42.
Ein anderer fahrbarer Autoheber, ein Fabrikat der Mello-Fabrik für Autozubehörteile, Berlin SO 16, zeichnet sich dadurch aus, dass zwei vollkommen getrennt arbeitende Hebezeuge vorhanden sind, welche durch ein verstellbares Mittelstück verbunden und in jeder Spur fest-zustellen sind. Durch das unabhängige Heben auf beiden Seiten ist es zum Beispiel bequem möglich, einen Wagen auf der einen Seite unter der Feder, auf der anderen Seite unter dem Chassisrahmen zu stützen.
Um in den Garagen und Werkstätten die Wagen auch an Stellen unterbringen zu können, in welche ein Hineinrangieren nicht möglich ist, bedient man sich der Rollschuhe, wie ein solcher in Abb. 893 gezeigt ist. Das abgebildete Modell ist ein Fabrikat der Levator-Hebezeug-Fabrik, Berlin S42. Die Abbildung zeigt deutlich, wie der Wagen bequem auf dem Rollschuh herauffahren kann. Stehen sämtliche vier Räder des Wagens auf solchen Rollschuhen, so kann er infolge der drehbar angeordneten Tragrollen der Schuhe quer und in jeder Richtung weggezogen werden.
Zum Herausheben von Motoren aus dem Wagen bedient man sich vorteilhaft fahrbarer Werkstattkräne. Abb. 894und 895 zeigen als Beispiel den Atlas-Kran der Firma Ed. Weiler, Berlin-Heinersdorf. Der Kranausleger ist nicht schwenkbar, dagegen ist der ganze Kran auf vier in Kugellagern laufenden Rollen gelagert, von denen zwei an einem kleinen Drehschemel befestigt sind, so dass der ganze Kran mittels der an den Lenkrädern befestigten Deichsel über jeden Wagen gefahren und nach Herausheben des Motors an andere Stelle geschoben werden kann.
Einen anderen portalähnlich gebauten Kran zeigt Abb. 896. Das gezeigte Modell ist ein Fabrikat der amerikanischen Firma Weaver und wird von der Firma Brühl & Ehrenhaus, Berlin-Halensee, Paulsborner Strasse 94, in Deutschland eingeführt.
Zum Hereinschleppen von an Achsen oder Rädern beschädigten Fahrzeugen, die nicht mehr rollen können, bedient man sich am besten eines kräftigen Abschleppwagens in der Art der Abb. 897, welche ein Modell der Levator-Hebezeug-Fabrik, Berlin S 42, darstellt. Mit Hebern wird der beschädigte Teil des Wagens auf die Brücke des Abschleppwagens gehoben, dort abgesetzt und mittels Ketten befestigt. Die Brücke ist drehbar auf dem Achskörper des Wagens gelagert, der mit einer auseinanderziehbaren Deichsel an dem abschleppenden Fahrzeug befestigt werden kann. Das Autodock ist eine Vorrichtung, welche es gestattet, auch dort, wo keine Reparaturgrube zur Verfügung steht, bequem unter dem hochgezogenen Wagen zu arbeiten. Es ist in Abb. 898 a und b dargestellt, und zwar in Abbildung a bei der Auffahrt eines Wagens, in Abbildung b hochgestellt zur Inangriffnahme der Reparatur. An dem Apparat ist vorn eine Winde angebracht, um den Wagen hochzuziehen. Die Funktion des Autodocks geht aus den Abbildungen klar hervor. Es ist ein Fabrikat des Eisenwerks Bräunig & Stahlberg, Berlin W 57.
Bericht über Garagen, Werkstätten und ihre Einrichtung aus Sicht der späten 1920er Jahren.
Quelle: Die Motorfahrzeuge von Paul Wolfram
Teil 3 von 3
Mai 2020 - Garagen, Werkstätten und ihre Einrichtung.

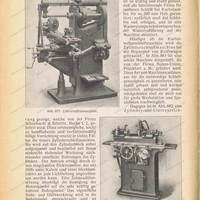
bar sein müssen, oder, sofern eine derart umfangreiche bauliche Veränderung nicht vorgenommen werden darf, oder der Platz dazu fehlt, eventuell eine Glühsteinheizung. Die Abb. 856 zeigt einen Garagenheizofen der Deutschen Wagenheizung- und Glühstoff-Ges. Werner & Co., Charlotten-burg 9, welcher in die Garagentür eingebaut werden kann. Der Ofen ist dann von aussen zugänglich, während der Schutz-mantel, der den besonderen Heizkörper und den darunter befindlichen Aschenkasten einhüllt, in den zu beheizenden Garagenraum hineinragt. 2. Feuerlöscher. Für Garagen und Werkstätten kommen als Feuerlöscher drei Systeme in Frage. Der Trockenfeuerlöscher, der unter dem Abschnitt „Zubehörteile“ bereits als Autolöscher beschrieben ist, dann der Minimax - Tetra - Garagenlöscher, ebenfalls dort bereits beschrieben, jedoch in anderer Form und mit grösserem Inhalt, entsprechend der Abb. 857. Als dritter kommt noch der Schaumlöscher in Frage. Einen solchen zeigt Abb. 858, und zwar ist hier ein Perkeo-Schaumlöscher der Minimax-Perkeo-A.-G., Berlin NW 6, abgebildet. 3. Luftpumpen. Sowohl in Werkstätten wie auch in grösseren Garagen wird es zweckmässig sein, entweder eine kräftig wirkende Fusspumpe oder gar eine motorisch betriebene Luftpumpe zu unterhalten. Abb. 859 zeigt die Standardpumpe, ein amerikanisches Fabrikat, welches von der Firma Leenen & Co., Ehrenbreitstein, eingeführt wird. Diese sehr kräftig wirkende Pumpe wird durch einfaches Niedertreten des Fusshebels betätigt, während der Rückzug durch Federn geschieht. Für kleinere Werkstätten und Garagen ist dies ein recht geeignetes Instrument. Werden grössere Ansprüche gestellt, so muss man zu den mechanisch betätigten Pumpen greifen. Diese werden entweder an eine vorhandene Transmission ortsfest angeschlossen, oder sie sind trag- oder fahrbar eingerichtet. In diesen Fällen erfolgt der Antrieb der Pumpe durch einen Elektromotor, und das Aggregat ist überall betriebsbereit, wo eine Steckdose zum Anschluss des Stromzuführungskabels vorhanden ist. Abb. 860 zeigt eine ortsfeste Luftpumpe der Firma Heinrich Leo, Gera/R., und zwar ein grösseres zweizylindriges Modell. Diese Maschine ist zum Antrieb durch einen Riemen eingerichtet und besitzt zu diesem Zweck Los- und Festscheibe. Eine bewegliche Luftpumpe ist in Abb. 861 gezeigt, eine fahrbare Ibra-Luftpumpe. Diese ist ein Fabrikat der Knorr- Bremse A.-G., Lichtenberg, und unterscheidet sich von den anderen gezeigten und den meisten sonstigen Fabrikaten dadurch, dass sie zur Erzeugung des Luftdrucks sich nicht einer Kolbenpumpe, sondern eines Kapselgebläses bedient. 4. Abfüllvorrichtungen für Brennstoff, Oel und Fett. An solchen Orten, wo Tankstellen nicht vorhanden sind, oder wo solche aus anderen Gründen nicht benutzt werden können, ist der Kraftfahrzeughalter gezwungen, sich selbst einen Vorrat an Brennstoffen einzulagern. Hierbei müssen natürlich die ziemlich strengen Vorschriften für die Lagerung feuergefährlicher Flüssigkeiten beachtet werden. Da der Bezug und die Lagerung meistens in Fässern von 200 bis 300 Liter Inhalt erfolgt, welche ziemlich schwer und unhandlich sind, so ergeben sich häufig Schwierigkeiten beim Abfüllen des Brennstoffes aus dem Fass in eine Kanne resp. auch von dieser wieder in den Benzinbehälter des Wagens. Am besten bedient man sich zu diesem Zwecke eines Benzinhebers, der aber, um das Ansaugen zu vermeiden, mit einer mechanischen Saugvorrichtung versehen sein muss. Ein praktisches Gerät dieser Art ist in Abb. 862 gezeigt. Es ist dies der Expressor, welcher von der Ex- pressor G.m.b.H., Halle a/S., hergestellt wird. Dieser Heber ist mit einer Luftpumpe versehen, die durch einen Zug das Abfüllrohr luftleer macht und dadurch die Heberwirkung einleitet. Automatisch wird nach dem Ansaugen durch die Pumpe der Abflusshahn des Hebers geöffnet, so dass ohne weitere Hand-griffe das Abfüllen beginnt. Durch den Hahn kann die Geschwindigkeit des Abflusses in weiten Grenzen geregelt und auch der Abfluss gänzlich abgesperrt werden. Eine sehr praktische Oelfüllvor- richtung, die sich schon in mittleren Werkstätten bald bezahlt macht, ist in Abb. 863 gezeigt. Es handelt sich um einen sogenannten Garageneimer der bekannten amerikanischen Firma Weaver, der in Deutschland von der Firma Brühl & Ehrenhaus, Berlin-Halensee, eingeführt wird. Der Behälter dieses Apparates wird mit Oel bzw. Fett gefüllt, welches mittels einer Pumpe durch einen Metallschlauch gefördert wird. Auf diese Weise ist das Füllen des Getriebekastens und des Differentials sehr bequem und innerhalb weniger Minuten zu ermöglichen. Eine einfache praktische Oeleinfüllvorrichtung, jedoch ohne Pumpe und daher billiger und auch für Garagen und kleine Werkstätten geeignet, ist die Sicherheitskanne mit biegsamem Schlauch der gleichen Firma, die in Abb. 864 gezeigt ist. Sie erübrigt durch den biegsamen Schlauch, der als Ausfluss dient, die Benutzung von Trichtern und erspart auf solche Weise Material. 5. Verschiedenes. Aufbewahrungskästen. Putzwolle, Lappen und ähnliche Reinigungsstoffe sollte man ebenso wie Kleinmaterialien in Werkstatt oder Garage nicht lose herumliegen lassen. Es empfiehlt sich vielmehr, für alle solche Materialien feste Kästen aufzustellen, welche für Kleinmaterialien sogar am besten verschliessbar sind. Als Beispiel für brauchbare Kästen dieser Art zeigt Abb. 865 einen Rowac-Putzwollkasten der Firma Robert Wagner, Chemnitz, welcher für alle derartigen Zwecke gut geeignet ist. Garderobenschränke. Für die Kleiderablage der Arbeiter in Werkstätten werden gewöhnlich Reihenschränke aufgestellt. Diese bestehen in der Regel aus fünfteiligen Schränken, die man in erforderlicher Anzahl nebeneinander aufstellt. Für Garagen benutzt man zur Aufbewahrung von Ueberkleidung und Arbeitsanzügen meist gleiche Schränke in ein- oder zweiteiliger Ausführung. Als Beispiel ist in Abb. 866 ein Rowac-Garderobenschrank der Firma Robert Wagner, Chemnitz, gezeigt, und zwar in einer zweiteiligen Ausführung. Werkzeugschränke. In Schlosserwerkstätten werden die Werkzeuge meistens in Schubkästen unter der Feilbank aufbewahrt. Die zu den Maschinen gehörenden Werkzeuge werden vielfach in freistehenden kleinen, abschliessbaren Werkzeug- schränken aufbewahrt, welche zweckmässig aus Eisenblech hergestellt sind. Die gleichen Werkzeugschränke sind auch sehr praktisch zur Aufbewahrung der Werkzeuge in Garagen, zumal wenn auf ihnen gleichzeitig ein Parallelschraubstock befestigt ist. Abb. 867 zeigt einen Rowac-Werkzeugschrank der Firma Robert Wagner, Chemnitz, der sowohl als Maschinen-Werkzeugschrank als auch als Garagen-Werkzeugschrank sehr gut zu gebrauchen ist. Montageroller. Um schnell eine Untersuchung oder eine kleine Arbeit unter dem Wagen vorzunehmen, bedient man sich in der Werkstatt eines sogenannten Montagerollers. Abb. 868 zeigt ein Modell der Firma Levator-Hebezeug-fabrik, Berlin S42. Der Roller besteht aus einem kräftigen Rahmen aus Winkeleisen, an dem die vier nach allen Seiten drehbaren Rollen angebracht sind. Oben ist er mit Stäben belegt und hat ausserdem noch eine gepolsterte Auflage für den Kopf des auf dem Roller liegenden Monteurs. In kleinen Werkstätten, welche nicht über eine Reparaturgrube verfügen, ist dieses Werkzeug überhaupt unentbehrlich. Waschapparate. ln jeder Werkstatt müssen genügend Möglichkeiten zum Reinigen der ausgebauten Maschinenteile vorhanden sein. Vielfach findet man zu diesem Zwecke grosse eiserne Behälter aufgestellt, welche mit Petroleum oder Benzinmischungen angefüllt sind, und in die die zu reinigenden Teile hineingeworfen werden, um abzuweichen. Zweckmässigerweise versieht man solche Behälter eine Handbreit über dem Boden mit einem Gitterrost, damit der sich absetzende Schlamm nicht beim Herausnehmen oder Wenden der Teile immer wieder aufgerührt wird. Praktischer als diese einfachen Weichbottiche sind Teilereinigungsapparate, bei welchen Schmutz und Fett mittels der unter Druck gesetzten Reinigungslösung ab-gespritzt werden. Abb. 869 zeigt den Automatikus- Teilereinigungsapparat, welcher von der Firma Eduard Haas, Gotha, hergestellt wird. Mit einem solchen Apparat kann ein Arbeiter, der die kleine Druckpumpe mit dem Fusse betätigt, eine grosse Menge von Teilen innerhalb kurzer Zeit säubern. Eine Gefahr für die Werkstatt durch Benzindämpfe besteht nicht, da nach Vollendung der Arbeit der Deckel des Apparates sich automatisch schliesst und Benzindämpfe nicht entweichen können. In dem Apparat liegen die Teile auf einem gelochten Blechrost, durch den die Spritzflüssigkeit mit dem gelösten Schmutz und Fett durchfällt. Darunter liegen Filtereinlagen, welche das Waschbenzin sofort wieder reinigen. Das unten in den Vorratsbehälter abfliessende Benzin ist also sofort zu weiterem Gebrauch bereit. Felgenspannapparate. Die bei amerikanischen Wagen vielfach vorhandenen geteilten Felgen sind ohne besondere Apparate nicht gut zu spannen resp. zu entspannen. Ein einfacher Apparat, welcher keinerlei weitere Hilfswerkzeuge benötigt, ist in Abb. 870 gezeigt. Dieser Apparat wird unter dem Namen Universal-Felgenspannapparat von der Firma Wilhelm Borngräber & Co., Leipzig, auf den Markt gebracht. Wagenwaschmaschine. In grösseren Garagen und grossen Werkstätten, in denen viele Wagen zu waschen sind, lohnt es sich unter Umständen, eine Waschmaschine anzuschaffen. Abb. 871 zeigt die Wasch-maschine Cyclon, ein Fabrikat der amerikanischen Firma Myers, welche in Deutschland durch die Zweigbureaus Berlin von Werken der Metallindustrie G.m.b. H., Berlin W15, eingeführt wird. Die Maschine ist zum Anschluss an jede Wasserleitung eingerichtet und besteht in der Hauptsache aus einer Hochdruckpumpe, welche durch einen Elektromotor angetrieben wird. Die Maschine ist auf einem fahrbaren Gestell unter-gebracht und wird an der Waschstelle durch einen Steckkontakt an die Lichtleitung angeschlossen. Die Pumpe gibt das Wasser zum Waschen mit einem Druck von 20-22 Atm. ab, und zwar über zwei Hochdruckschläuche zum gleichzeitigen Waschen von zwei Wagen. Zwei Spritzpistolen mit Ausströmöffnungen von etwa 1 1/2 mm Durchmesser ermöglichen eine Regulierung des Waschstrahles vom dünnen härtesten Strahl bis zum breiten weichen Vernebelungsstrahl und gestatten dadurch ein rationelles Arbeiten mit verhältnismässig sehr geringen Wassermengen. Die Maschine kann ebensowohl mit kaltem wie mit heissem Wasser gespeist werden. Die Reinigung eines Wagens erfolgt in vier Arbeitsgängen mit der gleichen Spritzpistole und soll bei einer Limousine etwa 10 Minuten dauern, nach welcher Zeit der Wagen fertig zum Abledern ist. 6. Bearbeitungsmaschinen. Eine der wichtigsten Maschinen für die Reparaturwerkstatt ist die Bohrmaschine. In Abb. 872 ist als Vertreter dieser Maschinengattung eine einspindlige Bohrmaschine der Firma Ludwig Loewe & Co., A.-G., Berlin W, gezeigt, die in ihrer einfachen und soliden Ausstattung allen Ansprüchen einer Reparaturwerkstatt genügen dürfte. Neben derartigen Ständerbohrmaschinen sind für kleine Arbeiten sehr viel elektrische Schnellbohrmaschinen in Betrieb, bei welchen das Bohrfutter direkt auf der Welle des antreibenden Elektromotors sitzt. Daneben wird als fast unentbehrliches Werkzeug die elektrische Handbohrmaschine benutzt, welche durch ein Kabel an jede Steckdose angeschlossen werden kann und ein Arbeiten am Wagen direkt gestattet. Für kleine Werkstätten sind kombinierte elektrische Bohrmaschinen besonders praktisch, wie in Abb. 873 gezeigt, die als Beispiel eine Maschine der Firma C. & E. Fein, Stuttgart, darstellt. Der obere Teil dieser Maschine ist eine vollständig separat zu gebrauchende elektrische Handbohrmaschine, die mittels eines besonderen Befestigungsstückes mit wenigen Handgriffen an dem Bohrtisch befestigt werden kann, und dann dieselben Dienste leistet, wie eine normale elektrische Tischbohrmaschine. Als nächste unentbehrliche Maschinengattung kommt für die Reparaturwerkstatt die Drehbank in Betracht. In Abb. 874 ist eine Leitspindeldrehbank der Firma Ludwig Loewe, A.-G., Berlin, gezeigt, die das Ideal einer universell brauchbaren Drehbank für die Reparaturwerkstatt darstellt. Bei der Anschaffung einer Drehbank soll man in erster Linie darauf achten, nicht zu leichte Bänke zu kaufen, da diese bei vorkommender schwerer Belastung dann leicht eine unsaubere Arbeit liefern könnten. Insbesondere muss dann auf eine kräftige, sehr gut gelagerte Bank gesehen werden, wenn auf derselben auch Rundschleif- und ähnliche Hilfsapparate Verwendung finden sollen. Neben einer Drehbank der gezeigten Art wird man meistens noch eine kleine billige Drehbank ohne Leitspindel für ganz kleine Arbeiten (Abstechen von Bolzen und ähnliches) aufstellen. Beim Ankauf solcher kleinen Maschinen achte man auch auf solide Lagerung des Spindelstocks und kaufe nur Maschinen mit durchbohrter Spindel. Als Hobelmaschine kommt für Reparaturwerkstätten wohl fast ausschliesslich der Schnellhobler (Shaping-Maschine) in Frage. Die Maschine darf, um alle vorkommenden Arbeiten ausführen zu können, einen nicht zu kurzen Hub haben und muss kräftig und stabil gebaut sein. Zu leicht gewählte Maschinen ergeben unsaubere Hobelflächen. Für eine Reparaturwerkstatt muss der Schnellhobler sich ganz universell gebrauchen lassen. Eine moderne Maschine dieser Art zeigt Abb. 875. Die dort abgebildete Maschine ist ein Fabrikat der Firma Alfred H. Schütte, Köln-Deutz, sie besitzt Einscheibenantrieb und zeichnet sich, wie schon aus der Abbildung hervorgeht, durch eine besonders kräftige Lagerung des Tisches aus. Eine recht vielfältig zu gebrauchende Werkzeugmaschine ist die Fräsmaschine. Fräsmaschinen werden in ganz einfacher Ausführung als sogenannte Handhebelfräsmaschinen, wie in Abb. 876 gezeigt, gebaut, ferner in ähnlichen Ausführungen jeder Grösse mit automatischer Bewegung des Tisches, bis zu den ganz universell brauchbaren Ausführungen als sogenannte Universalfräsmaschine entsprechend der Abb. 877. Die beiden in den Abb. 876 und 877 gezeigten Modelle sind Fabrikate des Samson-Werkes, Berlin SW 68. Die abgebildete Universalfräsmaschine ist auch mit einem Teilkopf ausgerüstet, welcher das Fräsen von Stirnrädern gestattet. Innerhalb der weitliegenden Preisgrenzen in Fräsmaschinen wird jede Werkstatt eine Maschine finden, welche ihren Ansprüchen entspricht. Besonders wichtig sind für Automobilwerkstätten die Schleifmaschinen. Diese Maschinen sind jedoch so teuer, dass meistens nur grosse Werkstätten oder Spezialisten in der Lage sind, sie sich anzuschaffen. In Abb. 878 ist zunächst eine Universal- Rundschleifmaschine gezeigt, welche von der Spezialfirma Mayer & Schmidt, A.-G., Offenbach a. M., fabriziert wird. Sie eignet sich zum Schleifen aller Bolzen, Zapfen, Kolben usw. Eine Spezial-Kurbelwellenschleifmaschine, wie sie von der Firma Naxos- Union, Frankfurt a. M., hergestellt wird, zeigt Abb.879. Eine solche Maschine kann sich natürlich nur in Fabriken oder in Spezialwerkstätten rentieren. Kleinere Werkstätten, besonders solche in der Provinz, die nicht, wie es zumeist in der Grossstadt üblich ist, ihre Kurbelwellen zu einer Spezialschleiferei am Ort geben können, werden sich in vielen Fällen mit einer Kurbelwellen-Support-Schleifmaschine begnügen müssen, wie sie in Abb.880 gezeigt ist. Das Bild stellt einen von der Firma G. Röder, Dresden-Klotzsche, fabrizierten Apparat dar. Die Kurbelwelle
Bericht über Garagen, Werkstätten und ihre Einrichtung aus Sicht der späten 1920er Jahren.
Quelle: Die Motorfahrzeuge von Paul Wolfram
Teil 2 von 3
April 2020 - Garagen, Werkstätten und ihre Einrichtung.

Garagen, Werkstätten und ihre Einrichtung, Reparaturen. A. Garagen. Die Garagenfrage ist eine der schwierigsten Probleme in der Entwicklung der allgemeinen Motorisierung. Wenn unsere Fabriken billige Wagen bauen sollen, so ist hierfür die Voraussetzung ein genügender Absatz für den Grossserienbau, ohne welchen die billige Herstellung von Kraftfahrzeugen nicht möglich ist. Ein grosser Absatz ist aber nur dann zu erzielen, wenn nicht nur der Anschaffungspreis, sondern auch die Unterhaltung der Fahrzeuge auch für minderbemittelte Kreise erschwinglich ist. Da die Ausgaben für Betriebsstoffe sich ganz dem starken oder schwächeren Gebrauch des Kraftwagens anpassen, so müssen wir darauf hinzielen, besonders die nicht veränderlichen Ausgaben recht niedrig zu halten, dies sind in der Hauptsache Versicherung, Steuer und Garage. Besonders bei kleinen Wagen spielt unter diesen drei Faktoren die Garagenmiete eine ausschlaggebende Rolle, und zwar ganz besonders in der Grossstadt. Man kann nun eine Einteilung der Garagen nach dem Gesichtspunkt Einzelgarage oder Sammelgarage vornehmen, wobei unter Sammelgarage eine Vereinigung mehrerer Garagen zu einem Komplex gemeint ist, nicht etwa die Zusammenstellung vieler Wagen in einem grossen Raum. Diese letztere Art von Garagen bezeichnet man gewöhnlich als Unterstellräume. 1. Grossgaragen. In der Grossstadt überwiegt die Grossgarage, welche häufig in mehreren Stockwerken übereinander, vielfach aber auch nur unterirdisch, als Kellergarage, zur Aufnahme vieler Wagen eingerichtet ist, deren jeder eine verschliessbare Boxe für sich hat. Bezüglich der baulichen Anordnung solcher Garagen sind die verschiedentlichsten Versuche gemacht worden, und vielerlei Lösungen sind versucht worden, um unter möglichst günstiger Ausnutzung der verfügbaren Grundfläche die Fahrzeuge so aufzustellen, dass für eine recht bequeme Ein- und Ausfahrt Gewähr geleistet ist. Mit der Grossgarage ist gewöhnlich eine Tankstelle für Brennstoffe und Oel, sowie in sehr vielen Fällen eine kleine Werkstatt verbunden, stets ist gemeinsam für alle Wagen ein Waschraum vorhanden, dessen Grösse entsprechend der maximalen Belegung der Garage nicht zu klein gewählt sein darf. Die einzelne Boxe muss, wie bereits erwähnt, selbstverständlich abschliessbar sein, sie muss ferner in vorschriftsmässiger Weise beleuchtet und beheizt sein. Bei der Einstellung eines Wagens beachte man, dass man eine Boxe wählt, die für den Wagen gross genug ist; es ist darunter nicht zu verstehen, dass man den Wagen ohne grosse Mühe der Länge und Breite nach in die Boxe einbringen kann, sondern man sollte mindestens zu beiden Seiten und vorne oder hinten je 1 m Abstand von der Wand halten, damit man bequem von allen Seiten an den Wagen heran kann, im Falle kleine Reparaturen in der Garage auszuführen sind. 2. Einzelgaragen. In der Grossstadt findet man Einzelgaragen verhältnismässig selten und dann als Kellergaragen oder als Hofgaragen auf Industrie- oder Villengrundstücken, ln der Kleinstadt und auf dem Lande ist dagegen fast ausschliesslich die Einzelgarage vorherrschend. Es gilt für sie dasselbe bezüglich Grösse, Bedeutung und Beheizung wie oben für die Einzelboxe der Grossgarage ausgeführt. Meist wird man in den Anforderungen bezüglich der Grösse sogar noch weitergehen müssen, da man auf dem Lande weit mehr darauf angewiesen ist, kleine Reparaturen in der Garage selbst vorzunehmen und infolgedessen zweckmässig von vornherein den Platz für die Anbringung einer Werkbank mit Schraubstock und eines Werkzeugschrankes vorsieht. 3. Transportable Garagen. Eine besondere Abart der Einzelgarage ist die transportable Garage, welche heute vielfach Verwendung findet. Sie wird aus Wellblech hergestellt, Türen und Fenster sind in Rahmen aus Winkeleisen gefasst. Als Dach findet man entweder nach einem Kreisbogen geformte, oder Firstdächer, ebenfalls aus Wellblech hergestellt. Abb. 850 zeigt eine solche transportable Garage. In selteneren Fällen findet man solche transportablen Garagen auch in der Anordnung von Reihengaragen für die Unterstellung mehrerer Kraftfahrzeuge, wobei gewöhnlich die Vorderseite des Raumes nur aus Türen besteht, welche in Profileisenträgern aufgehängt sind und jeweils Durchlass für einen Wagen bieten. Abb. 851 zeigt eine solche Garage. Auch für Motorräder sind entsprechende kistenförmige Garagen aus Wellblech vielfach in Gebrauch. Transportable Holzgaragen scheinen sich weniger bewährt zu haben, denn man findet sie verhältnismässig selten. 4. Unterstellräume. In der Grossstadt findet man vielfach auch Unterstellräume angeboten, d. h. also gewissermassen Sammelgaragen, wo in einem grossen Raum viele Fahrzeuge untergestellt werden können. Wegen der besseren Ausnutzungsmöglichkeit der Räume ist es auf diese Weise natürlich möglich, die Miete für den Einzelwagen erheblich herabzusetzen. Diese Art der Garagierung wird also sehr häufig in Betracht gezogen werden müssen, wenn es sich darum handelt, besonders für kleine, an sich billige Wagen die Unterhaltungskosten möglichst niedrig zu halten. Die Unannehmlichkeiten, die man bei einer solchen Unterstellung in Kauf nehmen muss, bestehen in gewissen Unbequemlichkeiten beim Ein- und Ausfahren, da hierzu vielfach zeitraubendes Rangieren notwendig ist. Desgleichen sind meist in derartigen Sammelgaragen die Waschgelegenheiten etwas beschränkt, weil wegen der billigen Miete überall an Platz gespart wird. Wegen der grösseren Gefahr von Diebstählen braucht man sich in bezug auf die versicherten, d. h. also alle mit dem Wagen verbundenen Teile keine Sorge zu machen, da das Risiko auch in einer solchen Sammelgarage von der Versicherung mit gedeckt ist; lose Teile im Wagen liegen zu lassen ist in solchen Fällen natürlich wenig zweckmässig, auch Werkzeuge hält man am besten immer im gut verschlossenen Werkzeugkasten. In der Grossstadt findet man jetzt häufiger eine besondere Ausnutzung solcher Einsteilräume in Form der 5. Regiegaragen. Derartige Garagen übernehmen die vollkommene Pflege des Wagens, d. h. der Wagen wird täglich resp. nach Gebrauch gewaschen, in den erforderlichen Abständen abgeschmiert und ferner dem Eigentümer zu den gewünschten Zeiten zugeführt und auf telephonischen Anruf wieder abgeholt. Eine derartige Einrichtung ist natürlich für den Herrenfahrer von grossem Vorteil, Voraussetzung für ihre Benutzung bildet natürlich die Sicherheit für den Kraftfahrzeugbesitzer, dass für den Wagen auch einwandfrei gesorgt wird. 6. Bau- und feuerpolizeiliche Vorschriften für Garagen. Die Einrichtung und der Betrieb von Garagen unterliegt gewissen bau- und feuerpolizeilichen Beschränkungen, die durch eine Polizei Verordnung über den Bau von Anlagen zur Unterbringung von Kraftfahrzeugen geregelt sind. Diese Polizeiverordnung ist durch einen Runderlass des Ministers für Volkswohlfahrt vom 27. 1. 26 als allgemeiner Entwurf aufgestellt worden, der für ganz Preussen massgebend sein soll, so dass dadurch wenigstens für ein Land eine einheitliche Richtlinie geschaffen ist, während früher fast jede Stadt ihre eigenen polizeilichen Bestimmungen über dieses Gebiet erliess. Die wichtigsten Einschränkungen betreffen die Grösse, die Anbringung von Türen und Fenstern, die Art der Fussböden und Decken, Heizung, Entlüftung, Beleuchtung und Betriebsvorschriften. Die Grösse soll für jeden einzelnen Kraftwagenraum im allgemeinen nicht mehr als 100 qm betragen, wobei die Umfassungswände feuerbeständig sein müssen und keine Verbindung mit anderen Räumen hergestellt sein darf. Die Fussböden und Decken müssen feuerbeständig und undurchlässig hergestellt werden. Für jeden Garagenraum ist geeignetes Löschgerät bereitzustellen. • Zur Heizung von Wagenräumen dürfen nur fugendichte, von aussen zu beheizende Kachelöfen benutzt werden, welche keine Vorsprünge oder Flächen aufweisen dürfen, die zum Auflegen von Gegenständen Gelegenheit bieten, ferner von aussen zu beheizende Oefen anderer Bauart, wenn der Ofen gegen den Wagenraum derartig feuerbeständig abgetrennt ist, dass er nur unterhalb der Decke mit ihm in Verbindung steht, und nur eine Beheizung des Wagenraums mit Frischluft, nicht mit Umluft möglich ist. Ferner sind erlaubt Niederdruckdampf- und Warmwasserheizungen mit ausserhalb des Raumes liegender Feuerung. Wenn die Heizkörper und Heizrohre tiefer als 2 m liegen, müssen sie in 20 cm Abstand durch Drahtgitter oder durchlochte Eisenbleche umschlossen werden. Auch Hochdruck-Dampfheizungen mit ausserhalb liegender Feuerung sind erlaubt, wenn die Heizrohre in dem Wagenraum mindestens 2 m hoch liegen. Desgleichen sind elektrische Heizungen gestattet, wenn dafür gesorgt ist, dass die Temperatur der Heizflächen nicht über 200° steigen kann. Schornsteinöffnungen und Reinigungstüren dürfen nicht im Wagenraum liegen. Jeder einzelne Wagenraum muss dicht über dem Fussboden Entlüftungsöffnungen von mindestens 300 qcm Gesamtgrösse erhalten, deren einzelne jedoch nicht unter 5 cm Durchmesser haben darf. Zur Beleuchtung der Wagenräume sind zugelassen: elektrische Glühlampen, wenn die Lampen mindestens 1,50 m über dem Fussboden fest angebracht sind, tragbare elektrische Glühlampen mit dichter Ueberglocke, Drahtschutzkorb und Kabelleitung mit wasserdichter Isolierhülle, jede Art von Lampen als Aussenbeleuchtung, wenn sie durch fest eingemauerte Fenster von den Innenräumen dicht abgeschlossen sind. Alle in den Wagenräumen angebrachten Schalter, Steckdosen, Sicherungen, Widerstände usw. müssen gleichfalls mindestens 1,50 m über dem Fussboden angebracht sein, oder es sind entsprechende Sicherheitsmassnahmen gegen Gasentzündungen zu treffen, entsprechend den Vorschriften des Verbandes Deutscher Elektrotechniker. Bezüglich der Lagerung von Betriebsstoffen schreibt die Verordnung vor, dass nur die Unterbringung eines explosionssicheren Reservegefässes mit 15 Liter Inhalt erlaubt ist, welches jedoch am Wagen angebracht sein muss. Die sonstige Lagerung von Benzin im Wagenraum ist nicht statthaft, sie darf nur in besonderen, feuerbeständig abge-schlossenen Lagerräumen erfolgen. Nähere Vorschriften hierüber sind in der Mineralöl- Verkehrsverordnung vom 15. 9. 25 enthalten. Die Betriebsstoffbehälter des Wagens dürfen gefüllt sein, doch müssen Fahrzeuge mit undichten Betriebsstoffbehältern vor der Einstellung in die Wagenräume entleert werden. Karbid darf in dichtschliessenden Gefässen bis zu einer Höchstmenge von 5 kg in dem Wagenraum aufbewahrt werden, wenn jede Einwirkung von Feuchtigkeit ausgeschlossen ist. Die Karbidbehälter der Laternen dürfen in Wagenräumen nicht aufgefüllt oder entleert werden. Zu beachten ist noch die Vorschrift, dass Kraftwagen mit Verbrennungsmotoren nicht ständig mit elektrisch betriebenen Kraftwagen in einem Raum zusammen untergestellt werden dürfen; auch dürfen Batterien nicht innerhalb der Boxen auf-geladen werden. B. Werkstätten. Die Werkstättenfrage ist eine der schwierigsten auf dem ganzen Gebiet der Automobilhaltung. Ein zufriedenstellendes Arbeiten zwischen dem Automobilhalter und der Werkstätte ist nur dann möglich, wenn der Eigentürher eines Fahrzeuges zu der reparierenden Werkstatt volles Vertrauen hat. Aus diesem Grunde ist es auch grundverkehrt, die Güte einer Werkstatt nach dem Umfang derselben zu beurteilen. Das Vertrauen zu der Reparaturwerkstatt kann sich nur auf das Können der Inhaber und ihre unbedingte Reellität stützen, wobei selbstverständlich vorausgesetzt ist, dass man mit Reparaturwerkstatt nur solche Leute bezeichnen kann, die über die erforderliche Ausrüstung an Maschinen und Werkzeugen verfügen, welche ein einwandfreies Arbeiten möglich machen. 1. Die kleine Werkstatt. Als kleine Werkstatt bezeichnet man solche bis zu etwa zehn beschäftigten Schlossern. Die Inhaber sind vielfach erfahrene Monteure oder Meister von grossen Fabrik- Reparaturabteilungen und verfügen dann besonders in dem ihnen genau bekannten und lange vertrauten Fabrikat über grosse Spezialkenntnisse und Erfahrungen, so dass sie für die Reparatur dieser Wagen geeigneter erscheinen als grosse Werkstätten, in denen alle Typen durcheinander repariert werden. Aber auch wenn eine solche Spezialisierung nicht vorhanden ist, leisten kleine Werkstätten unter einem tüchtigen Fachmann, der stets als sein eigener Meister mit seinen Leuten mitarbeitet, sehr gute und saubere Arbeit, besonders auch deswegen, weil sie mehr als die grosse Werkstatt darauf angewiesen sind, ihren Kundenstamm zufriedenzustellen und durch weitere Empfehlung ihren Kundenkreis zu vergrössern. An Einrichtung muss man von einer solchen Werkstatt als mindestes verlangen, dass sie über Drehbank, Bohrmaschine, Schleifscheiben, Schweissapparat und Feldschmiede, sowie über die entsprechende Anzahl von Schraubstöcken verfügt. In Städten findet man derartige kleine Werkstätten auf den Garagenhöfen, wo sie für die täglich vorkommenden kleinen Reparaturen bequem erreichbar für die dort garagierenden Wagen sind und mit ein oder zwei Leuten ihr Auskommen finden. Manchmal schliessen sich auch derartige kleine Automobilschlossereien mit Klempnern, Sattlern und Lackierern auf einem Hof zusammen derart, dass sie von dem Gesamtraum, welcher zur Verfügung steht, jeder nur einen kleinen Teil mieten, wodurch die Unkosten des einzelnen gering sind, aber gemeinsame Kostenanschläge für Reparaturen abgeben, welche Arbeiten der verschiedenen Handwerker umfassen. 3. Die mittlere Werkstatt. Die mittlere Werkstatt rechnet man etwa von 10 bis zu 20 beschäftigten Schlossern. Gegenüber der kleinen Werkstatt umfasst sie meist einen grösseren Maschinenpark, und zwar ausser den oben genannten wichtigsten Maschinen noch Fräsmaschine, Shapingmaschine, Schleifmaschine oder wenigstens Supportschleifapparat. In der Provinz wird sich eventuell für eine solche Werkstatt sogar die Aufstellung einer Kurbelwellen- und einer Zylinderschleifmaschine lohnen, in der Stadt kommt dies kaum in Frage, da dort für diese Zwecke Spezialisten vorhanden sind, welche dadurch, dass sie diese Arbeiten für alle anderen Werkstätten vornehmen, rationell und verhältnismässig billig arbeiten können. 4. Die grosse Werkstatt. Bei den grossen Werkstätten mit über 20 Schlossern handelt es sich vielfach um Spezial-Fabrikwerkstätten, welche von Automobilwerken in grösseren Städten eingerichtet werden, um ausschliesslich die Wagen der betreffenden Marke zu reparieren. Solche Werkstätten sind dann natürlich auch von der Fabrik mit einem grossen Ersatzteillager ausgestattet und haben dadurch manchmal einen gewissen Vorsprung gegenüber den anderen Werkstätten am Platze, die ihre Ersatzteile erst von der Fabrikniederlage wieder kaufen müssen. Sie führen insbesondere auch alle Garantiearbeiten an den Wagen der betreffenden Marke aus. An Orten, für die sich die Einrichtung einer besonderen Werkstätte für die Fabrik nicht lohnt, werden vielfach vorhandene, gut eingerichtete Werkstätten von den Automobilfabriken mit den gleichen Verrichtungen betraut, man nennt sie dann Vertragswerkstätten. Es ist wohl angängig, dass eine Werkstatt als Vertragswerkstätte für mehrere Fabriken arbeitet. Von einer grossen Werkstatt verlangt man natürlich, dass sie auf das modernste eingerichtet ist und, wenn sie Spezialwerkstatt ist, mit allen nur erdenklichen arbeitsparenden Vorrichtungen für die betreffende, von ihr reparierte Marke versehen ist. 5. Spezialisten. Wie schon oben erwähnt, wird in der Grossstadt das Ausschleifen von Zylindern und das Schleifen von Kurbelwellen meist von Spezialschleifern ausgeführt. Da diese Spezialwerkstätten über erstklassiges Material an Maschinen sowohl wie auch an Arbeitern verfügen, so werden sie in der Regel bei guter Führung eine erstklassige, saubere Präzisionsarbeit bei relativ niedrigen Preisen liefern können und im Hinblick auf die Konkurrenz auch liefern müssen. Ebenso verhält es sich mit den Schweissereien, und zwar sowohl bei den Spezialisten für die Schweissung von Zylinderblöcken und ähnlichen komplizierten Automobilgussteilen, als auch besonders mit den Spezialschweissereien für Aluminiumguss, welche nach den verschiedensten Verfahren arbeiten und mehr oder weniger für die richtige und saubere Ausführung ihrer schwierigen Arbeit Garantie übernehmen. Auch für die Reparatur von Magneten, Lichtmaschinen und Startern gibt es heute in allen Städten Spezialisten, welche sich die für die Reparatur der vielen verschiedenen Typen, welche heute auf dem Markt sind, notwendigen Kenntnisse gesammelt haben und solche Arbeiten in weitaus kürzerer Zeit ausführen können als der Automobilschlosser. Diese Leute befassen sich vielfach gleichzeitig auch mit der Reparatur und dem Aufladen der Akkumulatorenbatterien. Für die Reparatur von Decken und Schläuchen kommen Vulkanisieranstalten in Frage, denen der beschädigte Reifen meist mitsamt dem Rade oder der Felge übergeben wird, und welche ihn dem Kraftwagenbesitzer repariert, aufgezogen, aufgepumpt und fahrfertig wieder zurückliefern. C. Ladestationen. Für die häufig notwendig werdende Nachladung resp. Neuladung von Starterbatterien wird man in den meisten Fällen eine Ladestation in Anspruch nehmen; es kann natürlich in kleinen Orten auch notwendig sein, dass sich der Kraftfahrzeughalter selbst einen kleinen Ladeanschluss herstellt, wenn sich in grösserem Umkreis keine Ladestation befindet. Bei der Herstellung der erforderlichen Anlagen ist zunächst zu berücksichtigen, ob als Primärstrom Gleichstrom oder Wechselstrom zur Verfügung steht. Ist ein Gleichstromnetz vorhanden, so kann der Strom aus diesem ent-nommen und durch Vorschalten von Glühlampen-, Wasser- oder Drahtwiderständen der Ladestrom annähernd so einreguliert werden, wie er für die Ladung der Batterie erforderlich ist. Hierbei muss man sich darüber klar sein, dass entsprechend dem grossen Spannungsunterschied der grösste Teil des aufgewendeten Stroms durch Widerstände nutzlos vernichtet werden muss, so dass der Wirkungsgrad dieser Anlagen ein äusserst schlechter ist und das Laden der einzelnen Batterien sich sehr teuer stellt. Bei einer Ladestation, wo viele Batterien zusammen geladen werden können, ist es natürlich möglich, durch Hintereinanderschalten verschiedener Batterien einen besseren Wirkungsgrad zu erzielen, weil dann weniger Spannung vernichtet werden muss, doch zeigen sich hierbei wiederum andere Unannehmlichkeiten. Die hintereinander geschalteten Batterien sind nämlich verschieden stark aufzuladen und können deshalb niemals alle zusammen mit der richtigen, jeder Batterie zukommenden Stromstärke geladen werden, es bleibt also bei einem Kompromiss, was den Batterien zum Nachteil gereicht. Besser ist es, zur Ladung der Batterie einen Einankerumformer zu benutzen, der an der primären Seite wie ein Motor an die Lichtleitung angeschlossen wird, auf der sekundären Seite den für das Laden der Batterie erforderlichen niedrig gespannten Gleichstrom abgibt. Unsere Abb. 852 zeigt einen solchen Einankerumformer, und zwar ist dies Aggregat ein Fabrikat der Estro-Elektromaschinenfabrik, München. Der erforderliche Regulierwiderstand und das Amperemeter sind gleich in das Gehäuse eingebaut. Zur Ladung von Batterien aus einem Drehstromnetz kann ein gleicher Einankerumformer verwendet werden, der dann auf der primären Seite den Drehstrom aufnimmt, auf der sekundären Seite niedrig gespannten Gleichstrom abgibt. Es ist aber auch die Verwendung von Röhren-Gleichrichtern möglich, und auch in dieser Art Geräte werden heute absolut betriebssichere kleine Aggregate gebaut, welche auf einfachste Art durch Einstöpseln in eine Steckdose in Betrieb zu setzen sind. Abb. 853 zeigt einen Lumiso-Röhrengleichrichter der Firma L. Michels & Söhne, Köln. Für die Ladung grösserer Batterien, z. B. von Elektrofahrzeugen, kommt in der Hauptsache nur die Ladung mittels Einankerumformer in Frage, da die Wirtschaftlichkeit der Ladung hier eine überragende Rolle spielt; nur in solchen Fällen, wo der Strom besonders billig oder umsonst zu haben ist, wird man die in der Herstellung billigere Anlage mit Vorschaltwiderständen wählen können. Da solche Fahrzeugbatterien fast immer nur nachts geladen werden, so ist hierzu ein automatischer Schalter zu verwenden (Pöhler-Schalter), über den bereits an anderer Stelle gesprochen ist. D. Tankstellen. Tankstellen werden vielfach in Verbindung mit Grossgaragen und grösseren Werkstätten geführt, doch trifft man heute auch selbständige Strassentankstellen nicht nur in der Stadt, sondern schon fast in jedem Dorf. Die Hauptteile einer solchen Tankstelle bestehen in dem eigentlichen Benzinbehälter, welcher unterirdisch eingelagert ist, und der oberirdisch aufgebauten Zapfarmatur. Der Tank kann verschieden gross ausgeführt werden, die Grösse ist ganz unabhängig von der Art der Zapfapparatur und richtet sich nach dem erwarteten Konsum der Tankstelle. Zwei verschiedene Arten der Lagerung feuergefährlicher Flüssigkeiten kommen heute zur Anwendung, und zwar einmal das Schutzgasprinzip, wie es früher hauptsächlich angewendet wurde, und dann das Prinzip der Durchschlagssicherungen, welches für kleine Anlagen heute fast ausschliesslich in Anwendung gebracht ist. Bei den Schutzgasanlagen wird ein indifferentes Gas, z. B. Stickstoff oder Kohlensäure, welches in den bekannten Druckflaschen bezogen wird, unter Zwischenschaltung eines entsprechenden Reduzierventils, zur Förderung des Brennstoffes benutzt. Gleichzeitig verhindert das Schutzgas das Eindringen von Luft in die benzinführenden Teile der Anlage und damit die Möglichkeit eines Brandes oder einer Explosion. Bei den neueren Anlagen wird, wenn es sich nicht um ganz grosse Tankanlagen handelt, die Förderung durch eine Flügelpumpe vorgenommen. Der Schutz des Benzins gegen Brand und Explosion erfolgt dadurch, dass überall Durchschlagssicherungen eingebaut sind, welche das Eindringen offener Flammen in den Tank verhindern. Hierzu werden feinmaschige Siebe (entsprechend dem Davy-Prinzip), Kiestöpfe, Rückschlagventile und Flüssigkeitsverschlüsse verschiedener Art verwendet. Zum Messen der entnommenen Mengen dienen entweder Messgefässe oder Durchlaufmesser. Es ist auch möglich, verschiedene Brennstoffzuleitungen an dieselbe Pumpe und Messapparatur heranzuführen, so dass durch einfaches Umschalten eines Hahnes abwechselnd zwei verschiedene Brennstoffe (z. B. Benzin und Benzol) entnommen werden können. E. Vulkanisieranstalten. Auch in kleineren Orten findet man heute schon Vulkanisieranstalten, welche die ordnungsgemässe Vulkanisierung von beschädigten Decken und Schläuchen übernehmen. Auch Schläuche flickt man heute meistens nur provisorisch mit den bekannten Gummiflickzeugen durch Aufkleben von Pflastern, und lässt dieselben nachher richtig vulkanisieren, wodurch man sich den Aerger mit später undicht werdenden Flickstellen erspart. Vulkanisierapparate werden heute in praktisch zuverlässigen Modellen relativ billig hergestellt, so dass auch die kleinere Vulkanisieranstalt in der Lage ist, alle Arbeiten mittels geeigneter Apparate richtig auszuführen ln Abb. 854 ist als Beispiel ein Vulkanisierapparat für kleinere Vulkanisieranstalten gezeigt, welcher von der Firma Fleming & Co., G.m.b.H., Charlottenburg 1, gebaut wird. Grössere Vulkanisieranstalten bedienen sich zur Vorbereitung der Decken praktischer Aufrauhmaschinen, wie eine solche beispielsweise in Abb. 855 gezeigt ist, und zwar stellt das Bild die Biax-Aufrauhmaschine der Firma Schmid & Wezel, Stuttgart, dar. Diese handliche kleine Maschine spart sehr viel Zeit, welche sonst durch das Aufrauhen und Abraspeln des Gummis von Hand verloren geht. F. Garagen-und Werkstätteneinrichtung. 1. Garagenheizung. Als Heizung für Garagen kommen bei grösseren Anlagen nur Zentralheizungen in Frage. Ueber die hierüber erlassenen Vorschriften ist an anderer Stelle gesprochen. Für die Einzelgarage, in welche nachträglich eine Heizung eingebaut werden soll, kommen entweder normale glatte Kachelöfen in Betracht, die von aussen heiz-
Bericht über Garagen, Werkstätten und ihre Einrichtung aus Sicht der späten 1920er Jahren.
Quelle: Die Motorfahrzeuge von Paul Wolfram
Teil 1 von 3
März 2020 - Wie man fahren lernt und fahren soll

Wie man fahren lernt und fahren soll. Auszug aus dem Buch «Das Motorrad, sein Bau und seine Behandlung» von C. Walther Vogelsang Wie man fahren lernt. Voraussetzung für das Motorradfahren ist die Fähigkeit, Zweirad zu fahren. Ist der Käufer dann im Besitz seiner Maschine, so lerne er vor allem deren Mechanismus genau kennen und bedienen. Zuerst eigne er sich die Handgriffe zur Aufstellung des Rades an. Zu diesem Zweck fasst er das Rad mit der linken Hand fest an der Lenkstange, mit der rechten Hand hinten am Sattelrohr, drückt mit dem rechten Fuss den Ständer nach unten und zieht das Rad nach rückwärts hoch, oder er hebt das Rad hinten hoch und stösst den Ständer nach vorn unter das Rad. Soll das Rad aus dem Ständer heraus, so hebt man es einfach hin-ten hoch, drückt den Ständer zurück, setzt das Rad wieder auf und klappt den Ständer vollends auf. Das nächste ist, dass man sich mit dem gesamten Antriebsmechanismus bekannt macht. Man setzt sich in den Sattel, nachdem der Ständer untergeschoben ist, öffnet die Benzin- und Ölzuleitung, gibt (wenn das Rad erst angeliefert worden) einige Handpumpen Öl in das Motorgehäuse, tippt auf den Vergaser, bis das Benzin überläuft, gibt etwas Vorzündung, hebt das Auslassventil an und tritt den Motor an. Alsdann regu-liert man den Motor durch Verstellen der Zündung, durch Öffnen und Schliessen der Drosselklappe, schaltet die Kupplung ein und aus, bremst und fährt damit fort, bis man die Handgriffe gut im Gedächtnis hat. Praktisch ist es, sich im Geist Situationen zu schaffen, in die man auf der Strasse des Öfteren gelan-gen kann, und führe demgemäss die Regulierung aus. Es ist aber zu beachten, dass der Motor im Stand nur kurze Zeit laufen darf, weshalb man ihn besser bald abstellt, um ihn eine kleine Zeit darauf wieder anzulassen. Kennt der Fahrer alle Geräusche des Motors und seine Regulierung sowie die Griffe zum schnellen Anlas-sen und Anhalten, so unternimmt er auf möglichst verkehrsfreier Strasse die ersten Fahrten. Dabei wird vor allem der Vorderrad-Kippständer, gegebenenfalls auch der hintere Kippständer hochgenommen. Der Motor wird nun entweder vom Stand oder vom Sattelsitz aus angeworfen. Dabei sind Gas-, Luft- und Zündhebel so zu stellen, dass der Motor ohne grosses Geräusch bei geringer Umdrehungszahl gleichmäs-sig arbeitet. Springt der Motor bei kalter Witterung oder aus irgendeinem anderen Grunde nicht an, so spritze man durch den am Zylinderkopf befindlichen Kompressionshahn etwas Brennstoff in den Zylinder. Sämtliche Regulierhebel dürfen nur allmählich, niemals ruckweise, verstellt werden. Man zwinge sich überhaupt bei jeder Handlung, insbesondere während der Fahrt zur äussersten Ruhe und hüte sich vor der geringsten Nervosität. Bei den ersten Übungsfahrten lasse man den Motor zuerst bei ausgeschalteter Kupplung langsam laufen, schalte dann die Kupplung langsam ein, gebe Gas und stosse mit den Füssen ab. Während der Fahrt, de-ren Geschwindigkeit zuerst keine grosse sein soll, schalte man häufig die Kupplung aus und bremse, um sich so diese wichtigsten aller Griffe während der Fahrt gut einzuprägen. Dabei sollen die Kurven langsam durchfahren werden, und erst, wenn der Fahrer sich durchaus sicher fühlt, soll er grössere Fahrten un-ternehmen, und er darf die Kurven schneller durchfahren. Man fahre stets mit Frühzündung; je mehr man darauf einstellt, umso schneller die Fahrt. Fängt der Motor an zu klopfen, so gebe man Spätzündung, stelle aber bald wieder langsam auf Frühzündung um. Man achte darauf, dass beim Betätigen der Regulierhebel keine zu schroffen Gegensätze im Betrieb des Motors auftreten. Man reguliere also Gas und Zündung nur allmählich, denn nichts schadet dem Getriebe mehr als ein jäher unvermittelter Geschwindigkeitswechsel. Will man die Fahrt unterbrechen, so verringere man die Geschwindigkeit tunlichst stark, schalte die Kupp-lung aus und ziehe die Bremse langsam an. Ein jähes Bremsen schadet nicht nur dem Motor und dem Getriebe, sondern auch dem Reifen. Will man das Rad schnell zum Stillstand bringen, so nehme man die Zündung fort und ziehe die Bremse an. Die Kompression des Motors wird dann die Wirkung der Bremse vervoll-kommnen. Bei längerer Fahrtunterbrechung stelle man den Benzinzufluss und evtl. die Schmie-rung ab und entferne den Zündkontaktstift, letzteres, um das Stehlen des Rades durch einen anderen Fahrer zu verhindern. Verringert sich beim Befahren von Steigungen die Umdrehungszahl des Motors, so schalte man auf den zweiten Gang zurück, nachdem man zuvor die Kupplung ausgeschaltet hat. Genügt der zweite Gang zum Nehmen der Steigung nicht, so schalte man auf den kleinsten Gang zurück. Man merke sich aber, dass der kleine Gang nur zum Anfahren, zum Befahren schlüpfriger Strassen, von Kreuzungen und Ortschaften zu benutzen ist. Wie man fahren soll. Man merke sich: je schneller man fährt, desto mehr Vorzündung gebe man, je langsamer, desto weniger Vorzündung, resp. schalte man Nachzündung ein. Beim Bergfahren schalte man die Zündung ganz aus. Der Motor bremst dabei die Fahrt. Während der Fahrt wende man keinen Blick von der Strasse. Das Auge soll immer eine grössere Strecke überfliegen und dann vor dem Rade weilen, so dass man jedes Hindernis rechtzeitig vermeiden kann. Die Hände lasse man leicht an den Lenkstangengriffen ruhen, nicht krampfhaft, und gewöhne sich, das Rad mit einer Hand zu führen, um mit der anderen Hand die Regulierhebel zu bedienen. Bei Steigungen schalte man, wie schon gesagt, den kleinsten Gang ein und gebe langsam mehr Gas, bei starker Steigung evtl. etwas Nachzündung. Wenn angängig, nehme man die Steigung mit einem kräftigen Anlauf. Beim Einschalten eines kleineren Ganges nehme man zuvor etwas Gas fort, damit der Motor nicht durch-gehen kann. Allmählich öffne man dann die Drossel-klappe wieder. Nach Überwindung der Stei-gung bringt man alle Hebel wieder auf ihre normale Stellung zurück. Kommt aber ein Abhang, so schalte man die Zündung aus, nehme das Gas weg und hebe das Auslassventil an. Es wird dann Frischluft in die Zylinder strömen und so den Motor kühlen. Vor dem Wiedereinschalten der Zündung gebe man erst Gas. Beim Befahren lang abfallender Strassen kann man den Motor auskuppeln. Dabei drehe min den Gas- und Lufthebel zurück, schalte die Kupplung aus, stelle daraufhin den Schalthebel auf Leerlauf und lasse die Kupplung zurück. Hat der Motor einen Dekompressor, so betätige man denselben einige Zeit. Auf diese Weise kühlt sich der Motor durch das geöffnete Auslassventil etwas ab. Will man den Motor später wieder in Betrieb setzen, so bremse man das Rad etwas, trete die Kupplung aus, schalte den zweiten Gang ein und ziehe den Auspuffheber (Dekompressor) etwas an, damit der Motor erst ohne Kompressi-on wieder in Gang kommt. Sobald der Motor dann genügend durchzieht, kann man den grossen Gang einschalten. Auf nassen schlüpfrigen Wegen halte man sich möglichst in deren Mitte und bremse nur vorsichtig. Auf freier Strasse mit geringem Verkehr kann man sein Rad laufen lassen, nur vor Strassen-kreuzungen mässige man die Fahrt. Kurven nehme man sehr vorsichtig, schliesse die Drosselklappe, hebe das Auslassventil und bremse ge-gebenenfalls. Bei Rechtskurven fahre man von der Strassenmitte aus in die Kurve, bei Linkskurven von der rechten Seite der Strasse aus. Ist die Kurve unerwartet scharf, so kann man sich ihr Befahren erleich-tern, indem man auf der inneren Seite der Kurve den Fuss schleifen lässt. Ist man vor Verkehrshindernissen gezwungen, kurzen Halt zu machen, so drossele man das Gas, bis der Motor nur eine geringe Tourenzahl macht. Als wesentlichste Regel beachte man: Vor dem Umschalten vom kleineren auf den grösseren Gang vergrössere man die Tourenzahl des Motors durch reichliches Gasgeben, vor dem Zurückschalten vom grossen auf einen kleineren Gang ist der Motor zu drosseln. Nach der Fahrt reinige man das Rad, nehme den Riemen von der Motorscheibe und spritze Petroleum durch den Kompressionshahn in den Zylinder. Man beachte, dass der Raum, in den man das Motorrad unterstellt, nicht feucht ist, da sonst das Rad rostet. Man entlaste die Reifen durch Niederklappen der Ständer, wobei man beachte, dass das Rad nicht umfallen kann.
Voraussetzung für das Motorradfahren ist die Fähigkeit, Zweirad zu fahren. Ist der Käufer dann im Besitz seiner Maschine, so lerne er vor allem deren Mechanismus genau kennen und bedienen...
Februar 2020 - Der 6/40 PS Stolle-Wagen
Auf der Ausstellung wird erstmalig der Stolle-Wagen gezeigt, welcher von der Vorster & Stolle, Motoren A.G. in München gebaut wird. Der Stolle-Wagen soll kein billiger Wagen sein, sondern ein hochwertiges Fahrzeug von verhältnismässig leichtem Gewicht und niedrig gehaltener Bauart, das bei hoher Fahrgeschwindigkeit nur geringe Betriebs- und Unterhaltungskosten verursacht, während das Fahren selbst für die Insassen infolge der sorgfältigen Abfederung sich sehr angenehm gestaltet. Der Wagen ist eine Konstruktion von Oberingenieur Martin Stolle, bekannt als Konstrukteur des erfolgreichen Victoria - Motors, und zeigt eine grosse Zahl von bemerkenswerten Einzelheiten, die durch eine Anzahl von Patenten geschützt sind und im folgenden beschrieben werden sollen und zwar an Hand von Skizzen, die vom Verfasser anlässlich eines Besuches des Münchener Werkes vor kurzem aufgenommen wurden.
Abb. 1 zeigt einen Schattengrundriss des Fahrgestelles; der Vierzylindermotor hat ein verbreitertes Kurbelgehäuse, das seitlich bis zu den Rahmenlängsträgern
reicht und den klappernden Blechunterschutz überflüssig macht. Das Getriebegehäuse ist mit dem Motor zusammengeflanscht und hat seitlich angegossene Wände, die ebenfalls bis zum Rahmen reichen. Der Kühler hat gerade Form und ist auf dem Motortisch befestigt, wobei seine Vorderkante etwas hinter der Vorderachse steht. Die Kupplung ist eine trockene Einscheibenkupplung, das Getriebe hat vier Vorwärtsgänge und Rückwärtsgang mit Kulissenschaltung.
Vom Getriebe wird die Kraft durch Kardanwelle mit zwei Gelenken und Spiralkegeltrieb auf die Hinterachse übertragen, welche ganz in Rollen gelagert ist.
Die Hinterfedern sind eine Sonderbauart, welche Achsschub und Drehmoment aufnehmen; die Vorderfedern sind Halbelliptikfedern.
Die Vorderachse ist eine sehr kräftige Gabelachse mit Rollenlagern in den Achsschenkeln. Die Fussbremse wirkt auf alle vier Räder als eingekapselte Bandbremse und die Handbremse mitbesonderen Bremsbacken nur auf die Hinterräder als Innenbremse. Die Lenkung kann rechts oder links im Wagen eingebaut werden. Der Rahmen ist vorn stark eingezogen und hinten aufgekröpft; er hat drei Querträger, einen hinter dem Getriebe, einen am Vorderende der Hinterfedern und einen hinter der Hinterachse. In Abb. 2 ist eine Ansicht der Auspuffseite des Motorblockes dargestellt; auf dem Motortisch, der in seiner Breite genau in den Rahmen passt, ist vorn der Kühler angebracht. Die abgebildete Aus-puffseite ist sehr glatt; man sieht nur die Wasserrohre und eine grosse Aluminiumverkleidung, hinter welcher sich die Auspuffrohre befinden. Die vier Zylinder sind im Block aus Grauguss gegossen, und der Zylinderkopf ist abnehmbar. Der Kurbelkasten ist wagerecht geteilt. Die Schmierung des Motors erfolgt durch eine Zahnradpumpe, die am tiefsten Punkte des Kurbelkastens montiert ist. Die Kolben und Kolbenbolzen werden durch Spritzöl, die Wellen und Stangenlager mit Drucköl geschmiert. Der Solex-Vergaser befindet sich auf der anderen Motorseite, ebenso wie Bosch-Magnetapparat, Anlasser und Zündkerzen. Die Benzinzuführung erfolgt vom Behälter am Wagenende mit Druckluft, die von einer am hinteren Ende des Zylinderkopfes angeordneten, von der Nockenwelle angetriebenen Luftpumpe erzeugt wird, die in Abb. 2 sichtbar ist. Diese hat eine kleine auf Kugeln gelagerte Kurbelwelle nebst einer ebenfalls auf Kugeln gelagerten Pleuelstange, die den Pumpen-kolben hin und her bewegt. Der Luftdruck im Benzinbehälter lässt sich durch einfaches Einstellen einer Schraube regeln; an dieser Druckpumpe befindet sich ausserdem ein Ansatz für den Antrieb eines Tourenzählers. Die Bedienungshebel sind auf dem Tisch des Getriebes angebracht, dessen Gehäuse mit dem Motorgehäuse verflanscht ist. Der ganze Motorblock hat ein bestechend einfaches Aeussere und zeigt den erfahrenen Konstrukteur, der nicht am Hergebrachten hängt, sondern eigene Wege mit Erfolg beschreitet.
Abb. 5 gibt eine Ansicht der Kurbelwelle mit Kolben und K o l b e n- Stangen wieder; die Kurbelwelle besteht aus einem Stück und ruht sehr sicher in vier Rollenlagern, von denen zwei in Nähe des Schwungrades angeordnet sind. Die Kolben bestehen aus Leichtmetall und haben drei Ringe; der Kolbenbolzen ist „fliegend“ angeordnet, d. h. er dreht sich in Stange und Kolben. Die Kolbenstangen bestehen aus Chromnickelstahl und haben Doppel-T-Querschnitt; sie werden auf die die automatische Druckschmierung geölt. Eine Zusatzölung, welche vom Fahrer betätigt werden muss, ist nicht vorhanden. Noch weitergehende Mitteilungen können des ausländischen Patentschutzes halber heute noch nicht gemacht werden. Aus gleichen Gründen wird mit der Serien-fabrikation dieses interessanten Motors erst im Frühjahre 1926 begonnen werden. Der Motor hat eine längere Versuchszeit hinter sich und hat in verschiedenen Wagen schon viele Tausend Kilometer gelaufen. Der Verfasser fuhr selbst einen solchen Wagen während seines Besuches des Münchener Werkes und hatte hierbei Gelegenheit, die Geräuschlosigkeit, Schmiegsamkeit und gute Leistung des Schiebermotors zu bewundern. Abb. 14 zeigt das unmontierte Kurbelgehäuse nebst angeflanschtem Getriebegehäuse und Stirnwand von vorn gesehen. Links sieht man die kreisrunde Oeffnung für die Lichtmaschine. Die Stirnwand besteht ganz aus Aluminiumguss. Die Kupplung ist eine trockene Einscheibenkupplung, hat Kupplungsbremse eigener Bauart und ist ganz in ein Aluminiumgehäuse eingeschlossen, das in Abb. 14 unter der Stirnwand sichtbar ist. Das am Motor angeflanschte Getriebe hat vier Vorwärtsgänge und Rückwärtsgang mit Kulissenschaltung; alle Wellen laufen auf Rollenlagern. Abb. 13 gibt eine Rück-ansicht der Stirnwand mit Bedienungs-hebeln. Der aus Aluminium gegossene, versenkte Fussboden des Führersitzes, welcher durch die seitlich weitergeführten Wände des Getriebegehäuses gebildet ist, ermöglicht eine sehr niedere Ausführung der Karosserie bei bequemem Sitz des Fahrers; denn dessen Füsse befinden sich weit unterhalb der Oberkante des Rahmens. Der Schalthebel befindet sich neben dem Handbremshebel in Wagenmitte, an Fusshebeln ist die übliche Zahl vorhanden. Rechts von der Schaltkulisse ist der Ge-triebedeckel sichtbar, durch welchen das Schmiermaterial in das Getriebe eingeführt wird. Vor den Handhebeln befindet sich an der schrägen Fusswand ein runder mit drei Schrauben befestigter Deckel, welcher Zugang zur Kupplung gestattet.
In Abb. 11 ist das Lenkrad mit Instrumentenbrett gesondert dar-gestellt; in der Mitte des Lenkrades befindet sich eine Hartgummirosette zur Zündungsregelung. Inmitten dieser Rosette ist ein Hartgummiknopf zur Be-tätigung der elektrischen Hupe angebracht. Das Instrumentenbrett trägt zwei Beleuchtungslampen. Rechts von dem Firmenschild befindet sich ein Knopf, mit welchem die Gasregelung für Leerlauf-Tourenzahl eingestellt werden kann. Unterhalb dieses Knopfes ist ein Schalter für den Fahrtrichtungs - Anzeiger vorgesehen. Ausserdem befindet sich ganz rechts der Geschwindigkeitsmesser; ganz links sitzt eine Uhr sowie ein Druckmanometer und eine Hand-Druckluftpumpe, die nur beim Störungsfalle zu benutzen ist. Der Lenkstock ist am Träger des Instrumentenbrettes befestigt, der aus Aluminiumguss besteht. Abb. 11 zeigt die Art der Befestigung und Lagerung des Lenkstockes. Die Lagerstellen werden stets selbsttätig geschmiert durch ein mit Oel getränktes Filzkissen, das innen am Lager angebracht ist. Das Lenkgetriebe ist ein Schneckengetriebe. Die Kardanwelle hat zwei eingekapselte, geschmierte Gelenke, von denen das hintere in Abb. 6 dargestellt ist; um Abnutzung an diesem wichtigen Teile zu vermeiden, sind die Gelenkzapfen in Rollen gelagert, eine teure, aber gute Anordnung. Die Abdichtung der Rollenlager gegen Feuchtigkeit erfolgt durch eine
unterhalb des Rollenlagers befindliche Lederscheibe; ausserhalb des Rollenlagers sind die sichtbaren, genau dichtenden Metallscheiben angebracht.
Der Hinterachs antrieb geschieht durch Spiralkegelräder; das Hinterachsgehäuse besteht aus Stahlguss, die Hinterachse ist halbtragend und hat Rollenlager.
Das Differential ist ein Fischer-Kugel-Differential. Die Vorderfedern sind Halbelliptikfedern, liegen über der Achse und haben Ledergamaschen und Stossfänger. Die patentierte Hinterfederung, welche das Fahren auf schlechten Strassen erleichtert, besteht aus einer unter der Achse liegenden Halbelliptikfeder und einer darüber liegenden Viertel-Elliptik-Zusatzfeder, (vgl. Abb. 12). Die oben liegende Hilfsfeder gestattet ein Leichter machen der unteren Feder. Die Wirkung der Feder ist in erster Linie die einer normalen Feder, welche um den Betrag der Hilfsfeder länger ist. Dadurch, dass die Hauptfeder unterhalb der Achse und die Hilfsfeder oberhalb angebracht ist, erfolgt eine Aufnahme des Drehmomentes beim Beschleunigen und beim Bremsen durch diese Federanordnung. Das Drehmoment wird aber nicht nur aufgenommen, sondern, was sehr wichtig ist, federnd aufgenommen, wodurch ein sehr stossfreies Fahren ermöglicht wird. Da die Hinterachse auf jeder Federseite mit dem Rahmen durch 5 Punkte, also zu-sammen durch 10 Punkte in Verbindung ist, so ist auch ein Schlingern der Hinterachse beim schnellen Fahren in Kurven usw. unmöglich gemacht. Bemerkenswert sind auch die auf Rollen gelagerten Federbolzen (vgl. Abb. 8) Das Eindringen von Wasser oder das Austreten von Fett wird hierbei verhindert durch auf beiden Seiten am Rollenlager angebrachte passende Scheiben, wovon eine, auf dem Federbolzen sitzend, sichtbar ist. Die Schmierung erfolgt mit Fettpresse.
In Abb. 15 ist eine Ansicht der Vorderachse mit Vorderradbremse dargestellt; die Vorderachse ist eine kräftige Gabelachse, und der Lenkzapfen ist so geneigt, dass seine Achse durch den Berührungspunkt des Vorderrades mit der Fahrbahn geht. Die Bremswellengelenke sind durch halb- kuglige Segmente auf beiden Seiten dicht
abgeschlossen. Die Schmierung dieser Gelenke sowie die des Lenkzapfens erfolgt durch Meyrel-Fettpresse. Abb. 10 zeigt die Vorderradbremse geöffnet. Die Bremse ist keine Innenbremse, sondern eine Band-aussenbremse, welche aber, im Gegensatz zu den billigen amerikanischen Wagen, nicht frei dem Strassenschmutz ausgesetzt, sondern durch die links daneben abgebildete Aluminiumtrommel ganz eingekapselt ist. Die Aluminiumtrommel hat nicht nur den Zweck, die Bremsen vor Beschmutzung zu schützen, also auch vor Abnutzung zu bewahren, sondern die Wärme aus der Bremstrommel auf eine grosse Fläche abzuleiten, so dass eine grosse Erwärmung der Bremsen beim Befahren langer Gefälle überhaupt nicht möglich ist. Die Hinterradbremse ist geöffnet in Abb. 9 dargestellt; sie hat zwei Bremspaare, welche auf dieselbe Trommel wirken: eine durch Handhebel betätigte Innenbackenbremse und eine Aussenbandbremse, die zusammen mit der Vorderradbremse durch Fusshebel betätigt wird. Beide Hinterradbremsen sind durch eine Aluminiumtrommel eingekapselt, die rechts daneben sichtbar ist. Für die Bremsbetätigung werden keine Drahtseile, sondern massive Gestänge und Gelenke benutzt. Die Gelenkstellen, welche für die Fussbremsen bestimmt sind, sind mit Rollen lagern versehen, um die ganze auf das Bremspedal wirkende Körperkraft reibungslos bis auf die Bremsstellen zu übertragen. Ein Bremsausgleich ist nicht vorhanden. In Abb. 16 ist die Aufhängung des Benzinbehälters dargestellt; die Stange, an welcher der Benzintank zum zweitenmal befestigt ist, ist leicht demontierbar und kann vom Karossier als Stützpunkt für Gepäck oder Reifenhalter verwendet werden. Die Kühlerverschlussschraube liegt nur 1,05 m über dem Boden, so dass das Chassis ohne Kotflügel und Karosserie allein schon um 25 cm breiter ist als hoch. Infolge dieser tiefen Schwerpunktslage liegt der Stolle-Wagen auch bei hohen Geschwindigkeiten und in Kurven sehr ruhig auf der Strasse.s
Auf der Ausstellung wird erstmalig der Stolle-Wagen gezeigt, welcher von der Vorster & Stolle, Motoren A.G. in München gebaut wird. Der Stolle-Wagen soll kein billiger Wagen sein, sondern ein hochwertiges Fahrzeug von verhältnismässig leichtem Gewicht und niedrig gehaltener Bauart, das bei hoher Fahrgeschwindigkeit nur geringe Betriebs- und Unterhaltungskosten verursacht, während das Fahren selbst für die Insassen infolge der sorgfältigen Abfederung sich sehr angenehm gestaltet...
Januar 2020 - Grosse Schrauben - kleine Schrauben

Seine Arbeitszeit verbringt Klaus Wildmann überwiegend im Keller. Zwei riesige unterirdische Hallen, ohne Tageslicht aber hell erleuchtet sind sein Arbeitsplatz. In jeder dieser Hallen stehen drei gewaltige Pumpen, von denen jede 2.000 bzw. 3.000 Liter Wasser pro Sekunde vom Bodensee ins Wasserwerk auf dem Sipplinger Berg fördern kann. Klaus Wildmann hat Bauschlosser gelernt und kam 1990 zur Bodensee-Wasserversorgung. Massarbeit in der Metallbearbeitung ist seine Welt, beruflich und oftmals auch privat. „Ich war sofort begeistert von der Aufgabe, solche riesigen Pumpen zu warten. Die Verantwortung, dass diese Pumpen zuverlässig Tag und Nacht laufen und somit das Wasser bereitstellen, welches vier Millionen Baden- Württemberger täglich nutzen, ist eine wichtige und sinnvolle Aufgabe.“ Es sind „ seine“ Pumpen geworden und er kennt sie buchstäblich in- und auswendig. In einem Rhythmus von 12 Jahren, was etwa 50.000 Betriebsstunden entspricht, durchläuft jede Pumpe eine Komplettrevision. Das ist notwendig, denn während der Betriebszeit reduziert sich der Wirkungsgrad einer Pumpe, die Leistungsfähigkeit nimmt ab. Damit steigen die Betriebskosten. Zudem steigt das Risiko eines Pumpenschadens durch Verschleiss. Die Pumpenrevision spart letztlich Energie und erhält die Zuverlässigkeit der Pumpe im laufenden Betrieb. Eine Pumpenrevision bedeutet, dass die Pumpe selbst, der Motor und alle dazugehörigen Armaturen überarbeitet werden. Dazu zerlegen Klaus Wildmann und sein drei Mann starkes Team die Pumpe in einer exakt festgelegten Reihenfolge und bauen die drei Laufräder sowie die 4,5 Meter lange Welle aus. Die Demontage des Motors ist Aufgabe der Elektriker. Beide Teams bekommen Unterstützung von jeweils einem Fachmann der mit der Revision beauftragten Firmen. Ordnung muss sein Die tonnenschweren Einzelteile der Pumpe werden von Tiefladern zur Inspektion und Überarbeitung zum Hersteller, der Firma Voith aus Heidenheim, gebracht. Auch der Motor der Pumpe geht zu einer Fachfirma in Revision. Alle demontierten Kleinteile wie Schrauben, Bolzen oder Leitungen werden sofort systematisch gelagert, damit in einigen Monaten die Remontage reibungslos und fehlerfrei ablaufen kann. Die leere Pumpenhalle hat sich während der Demontage in ein Lager verwandelt. Für den Laien chaotisch, hat jedoch alles seinen Platz. Klaus Wildmann würde jedes Einzelteil mit verbundenen Augen finden. Die Wochen bis zur Rück kehr der Pumpe werden genutzt, um Armaturen zu warten und, falls nötig, auszutauschen. Versorgungsleitungen für Kühlwasser oder Ölleitungen werden einer genauen Kontrolle unterzogen und bei Bedarf erneuert. Wenn die Tieflader mit ihrer Fracht wieder zurückkehren, beginnt die Remontage. Die riesigen Einzelteile werden mit dem Kran in die Halle abgesenkt. Konzentriert und routiniert beginnen die Teams mit dem Wiederaufbau. Das Lager leert sich, die Pumpe wächst zusammen. Der spannendste Moment für alle Beteiligten ist das erste Anfahren der Pumpe. Klaus Wildmann und sein Team haben die Pumpe mit Wasser geflutet und entlüftet, die Elektriker alle Verbindungen wiederhergestellt. Alle warten gespannt auf den ersten Start. In den Gesichtern ist Freude und Stolz zu sehen, wenn das tiefe Brummen zum ersten Mal wieder anschwillt. Die Arbeit ist aber noch nicht getan, es wird noch mehrere Klaus Wildmann kennt sich bestens mit den riesigen Pumpen aus. Testläufe geben, bis alles justiert und optimal eingestellt ist. Klaus Wildmann verlässt seinen Keller und blinzelt in die Abendsonne. Von hier aus kann er den glitzernden See sehen, er freut sich auf den Feierabend. Seit seine Kinder gross und selbständig sind, hat er mehr Zeit für sein Hobby, alte Motorräder. Zuhause muss er nicht in den Keller um seiner Leidenschaft zu frönen. Er schiebt die Maschine in die Abendsonne und setzt sich noch ein wenig auf das Bänkchen, bevor er den Schraubenzieher holt.
Seine Arbeitszeit verbringt Klaus Wildmann überwiegend im Keller...
Quelle: Kristallklar, Magazin der Bodensee-Wasserversorgung (Heft 112 | 2019)



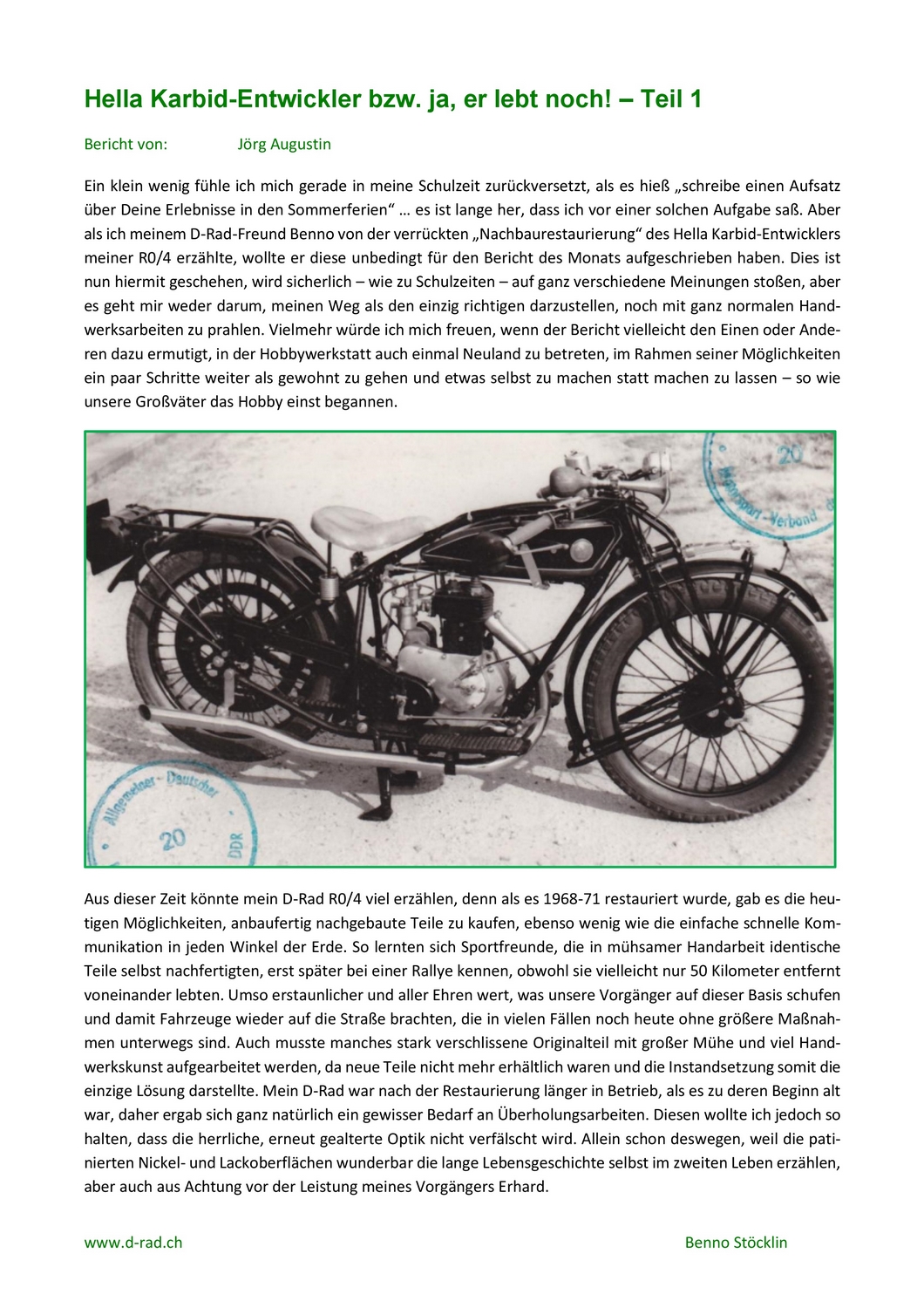






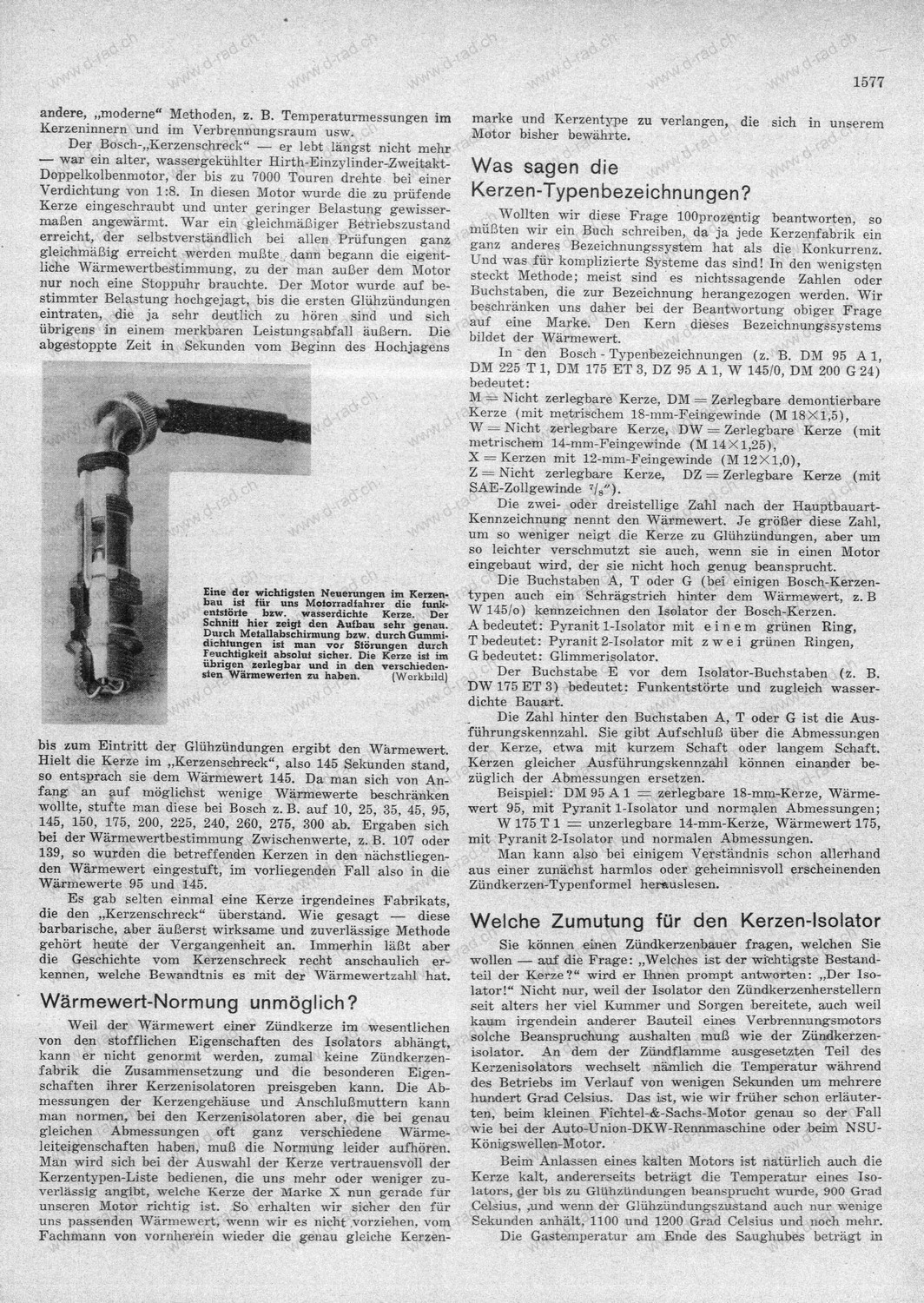{kind=link}
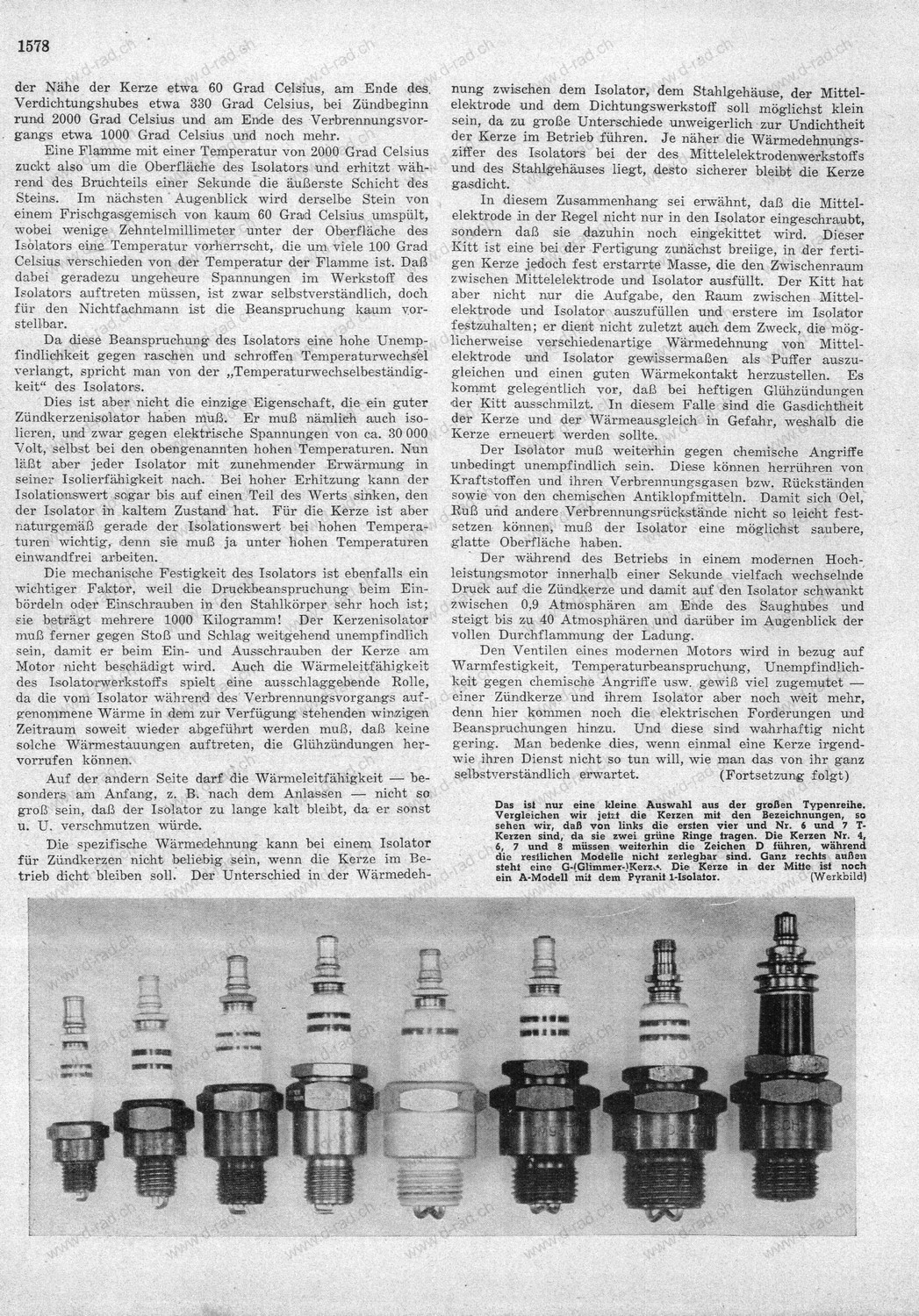{kind=link}
{kind=link}
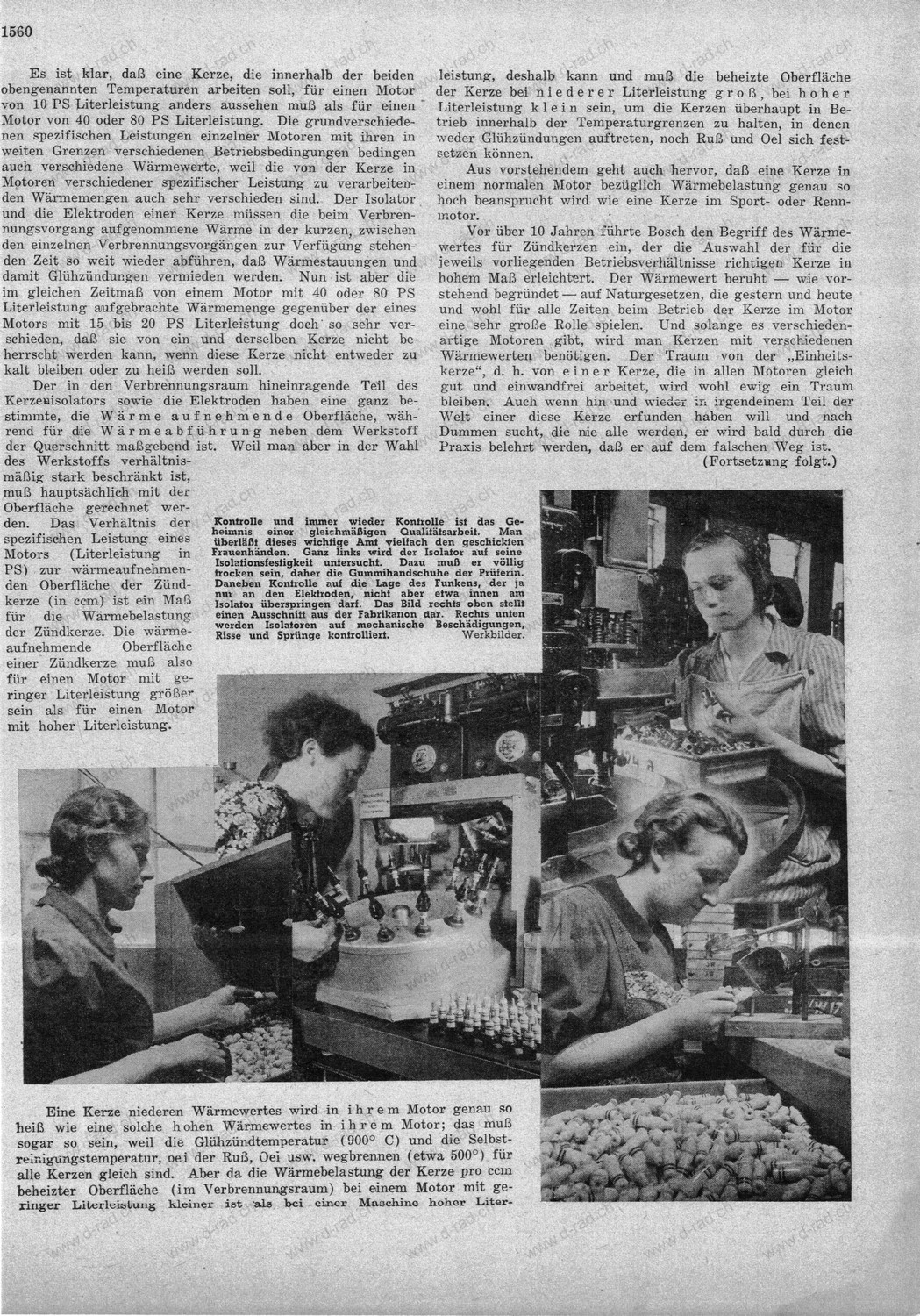{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
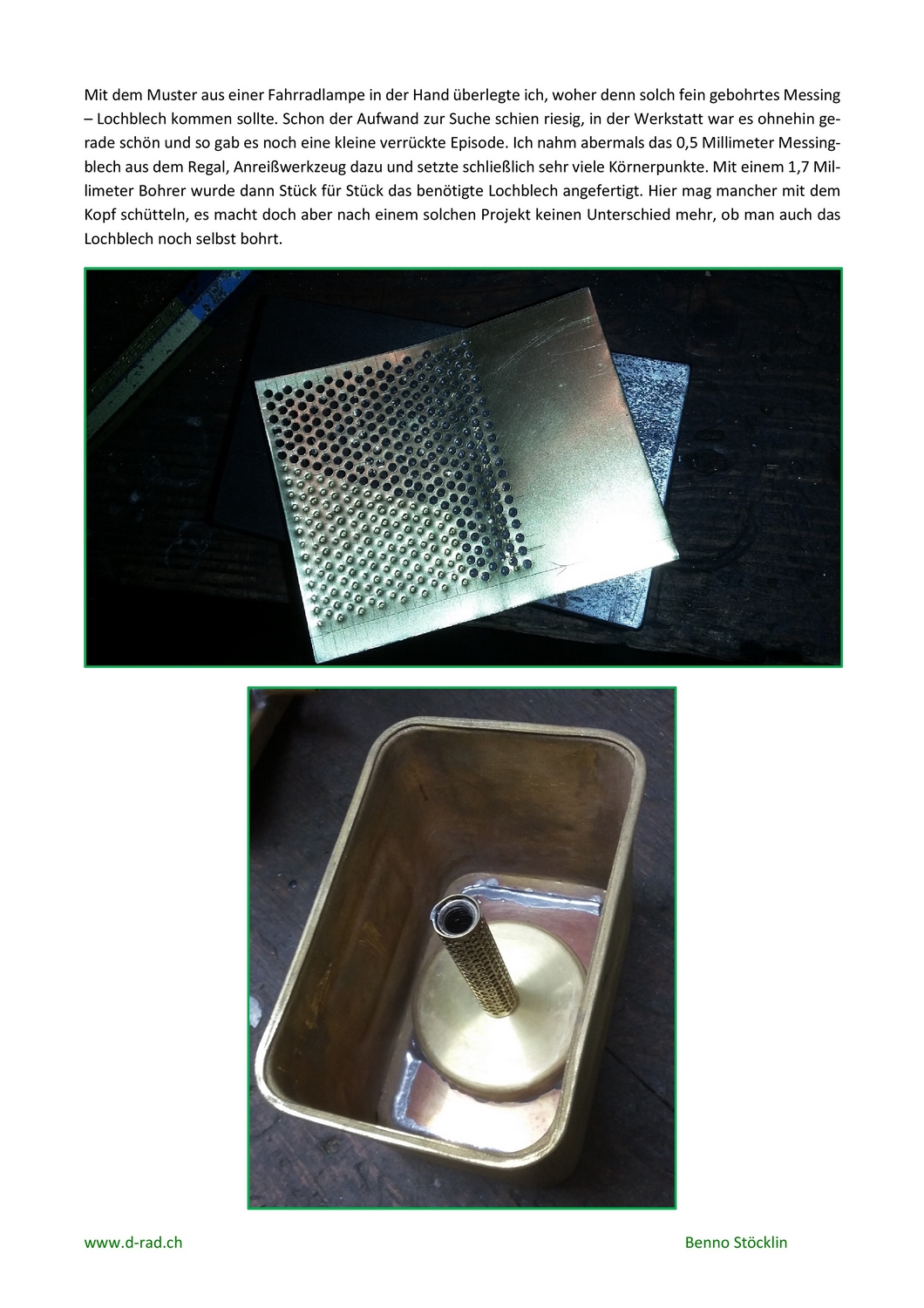{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
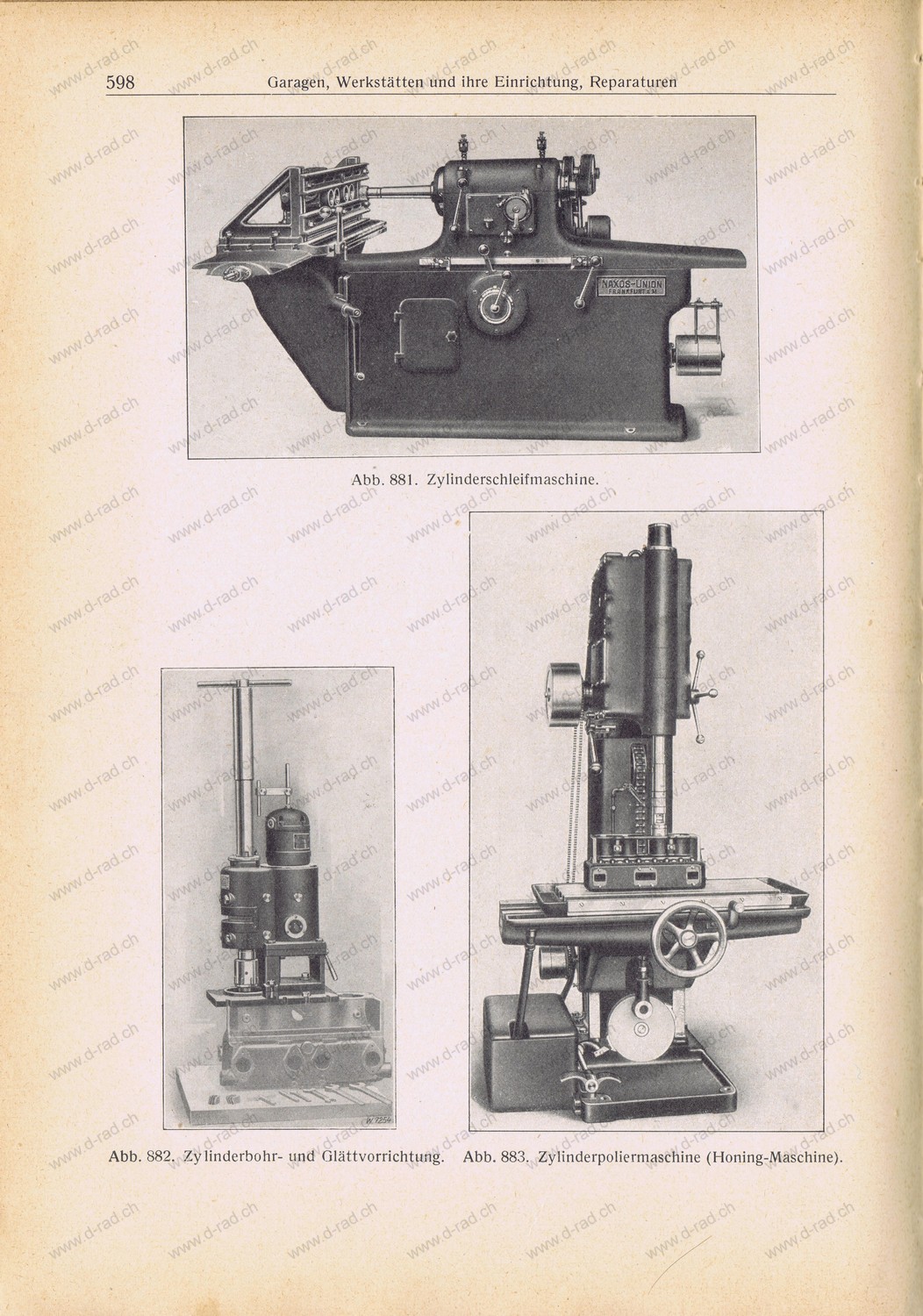{kind=link}
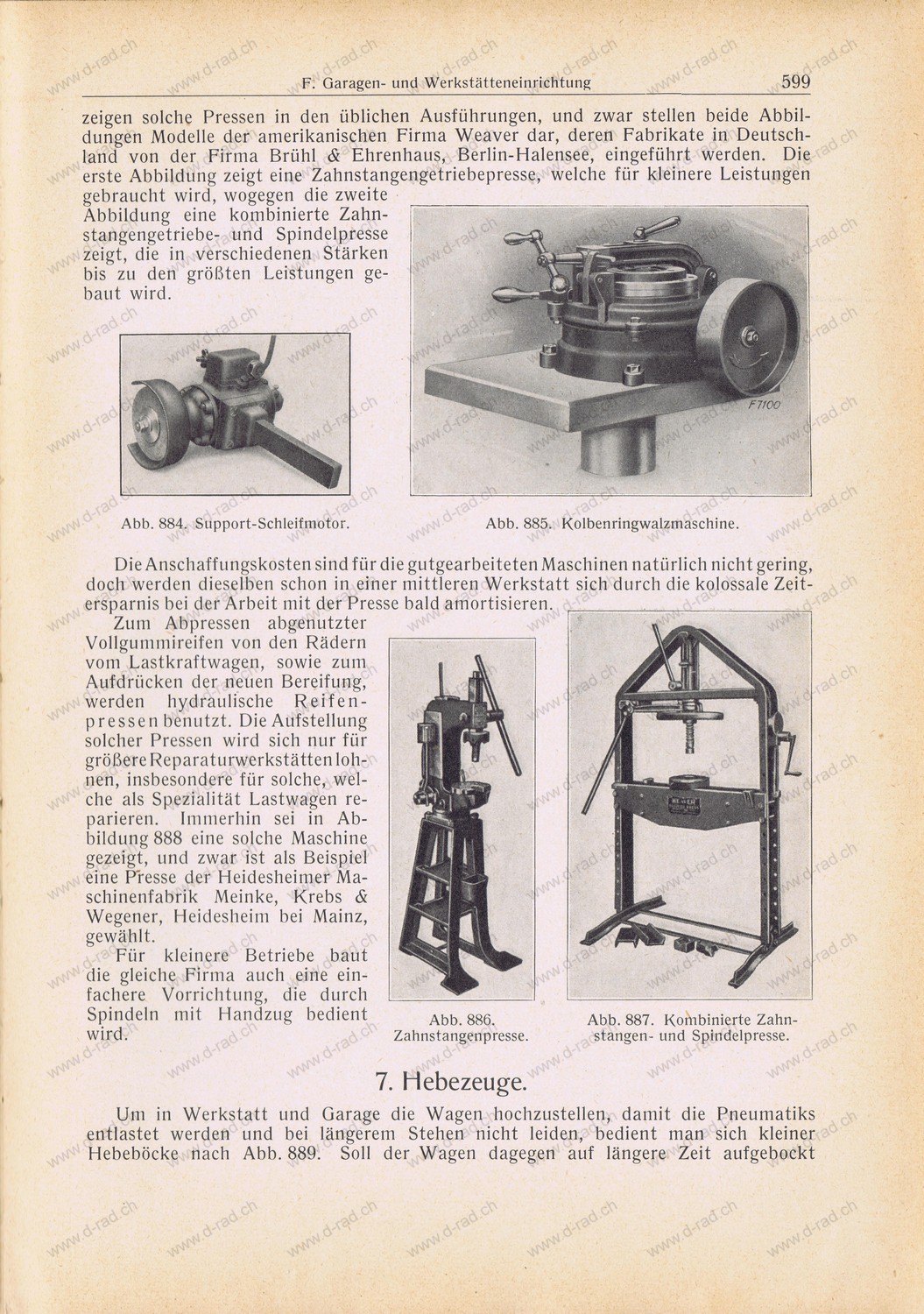{kind=link}
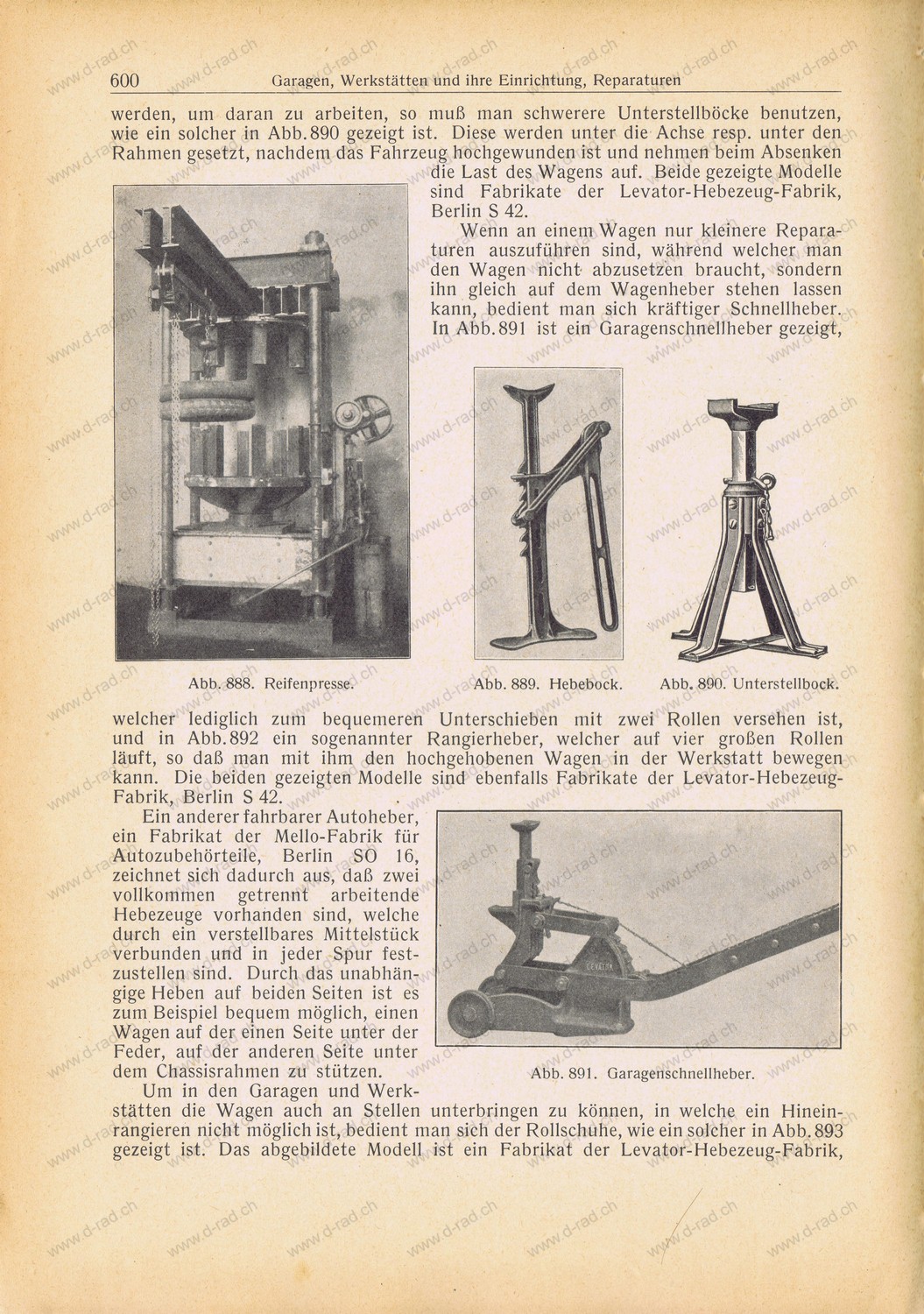{kind=link}
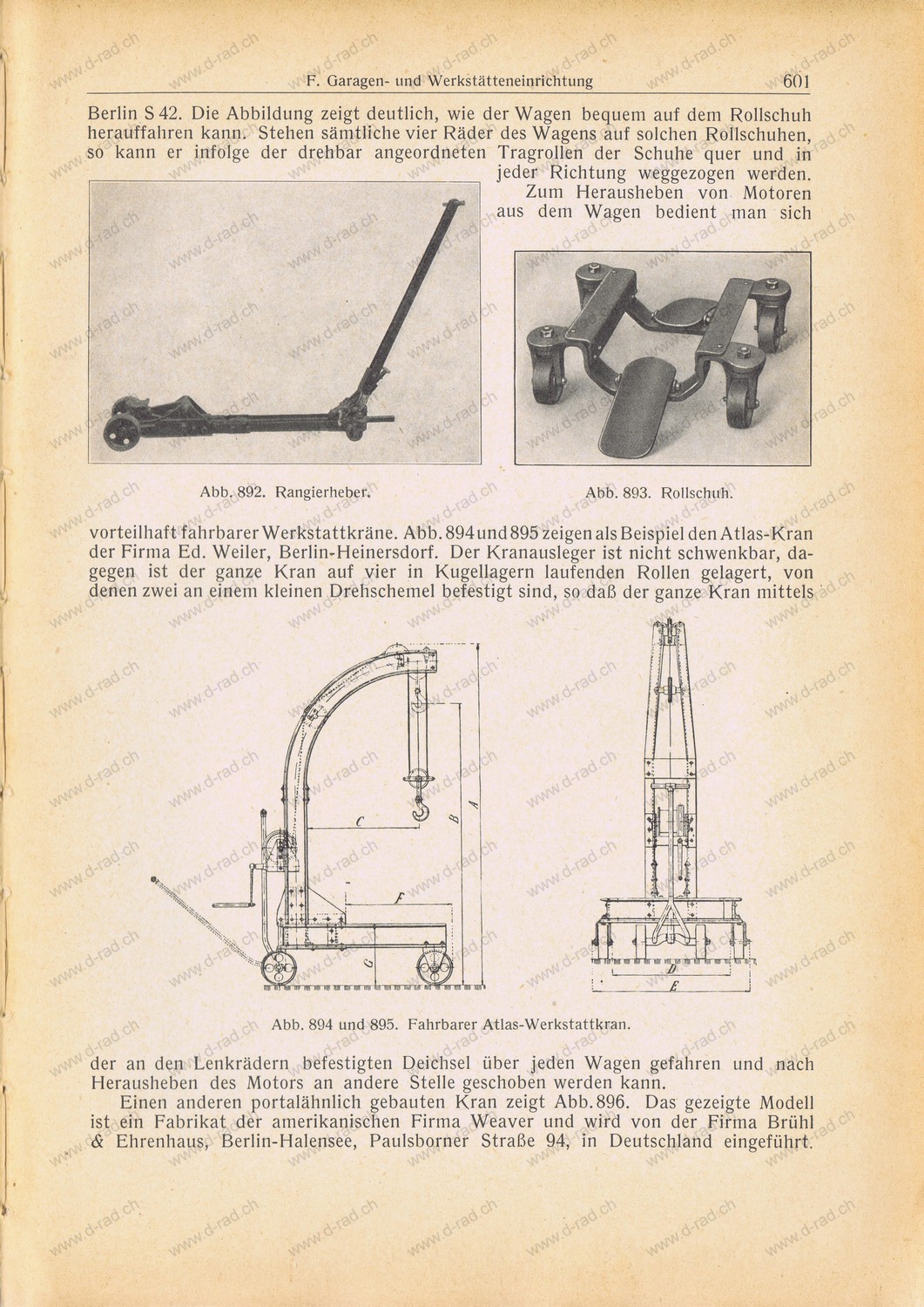{kind=link}
{kind=link}
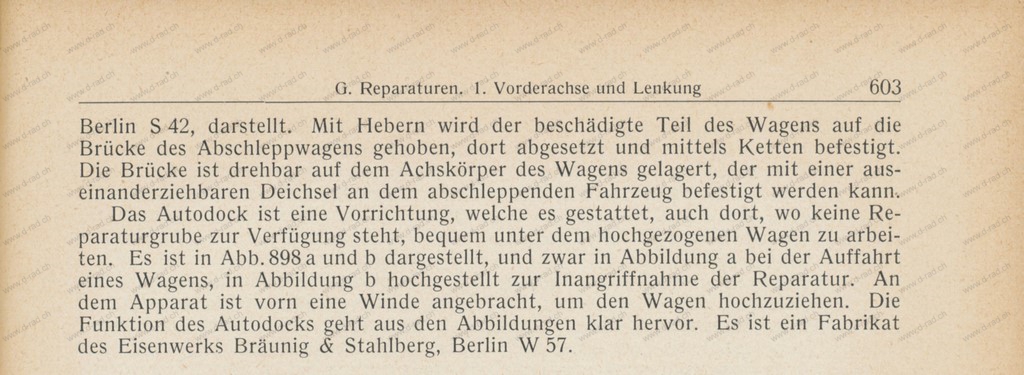{kind=link}
{kind=link}
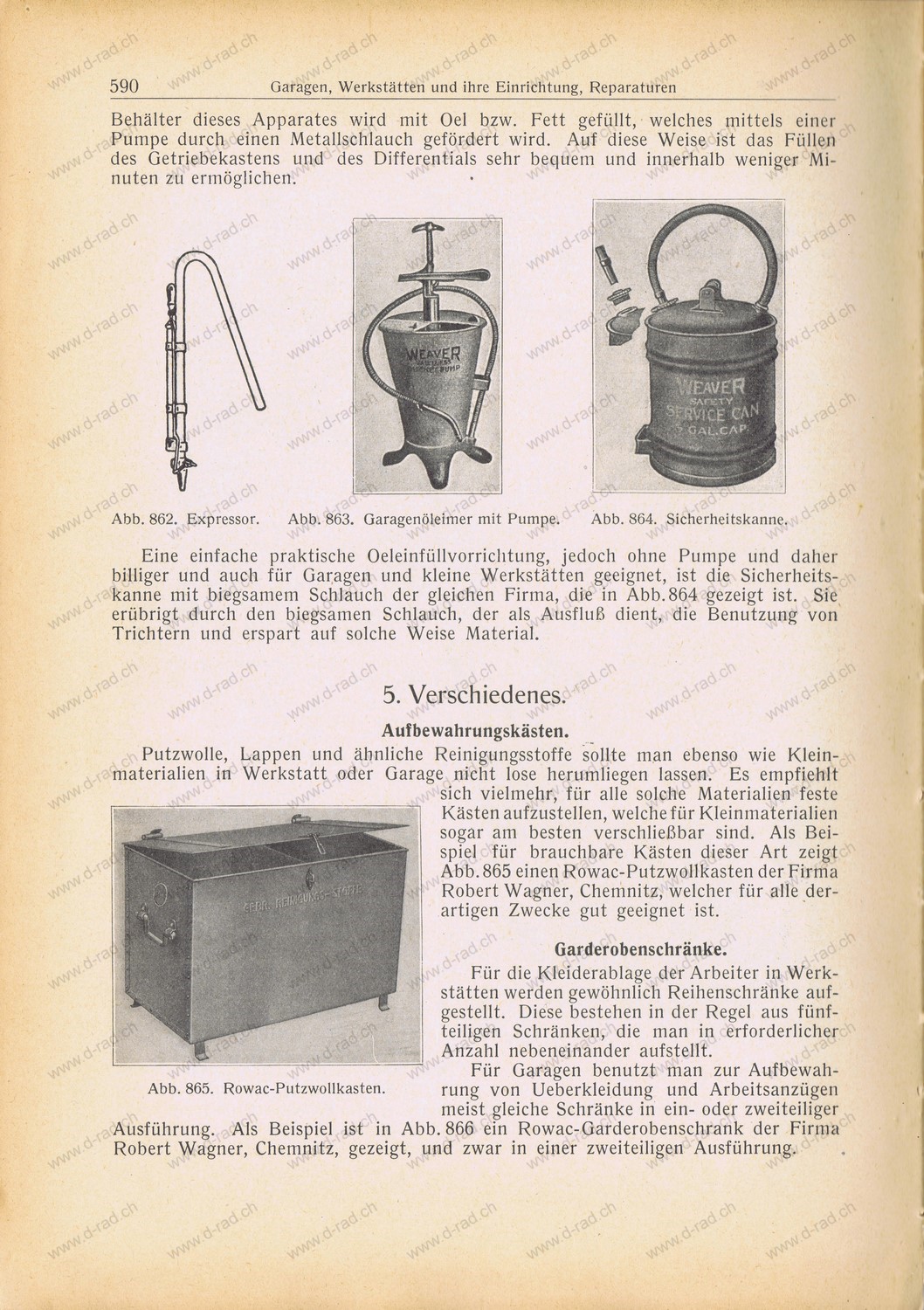{kind=link}
{kind=link}
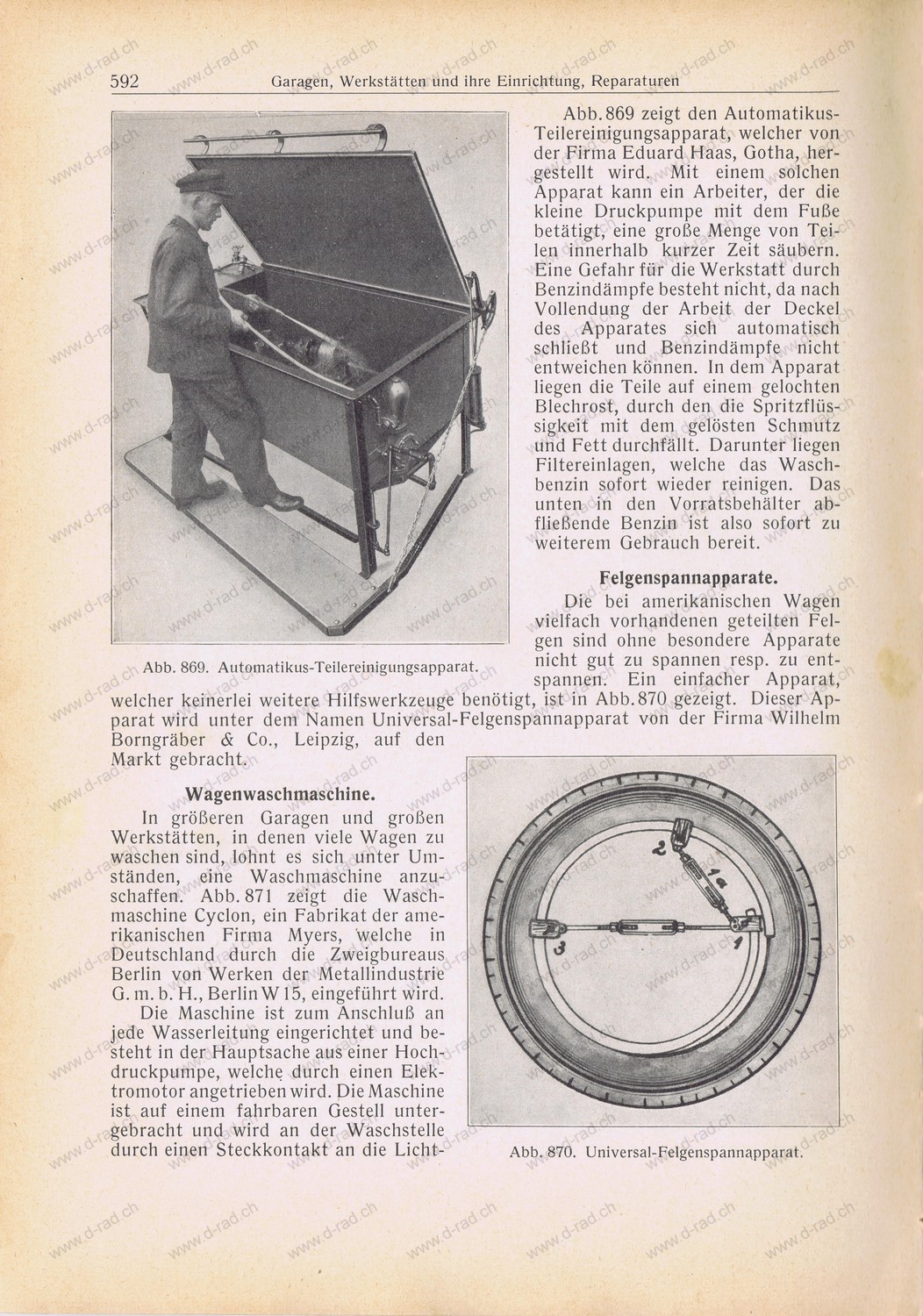{kind=link}
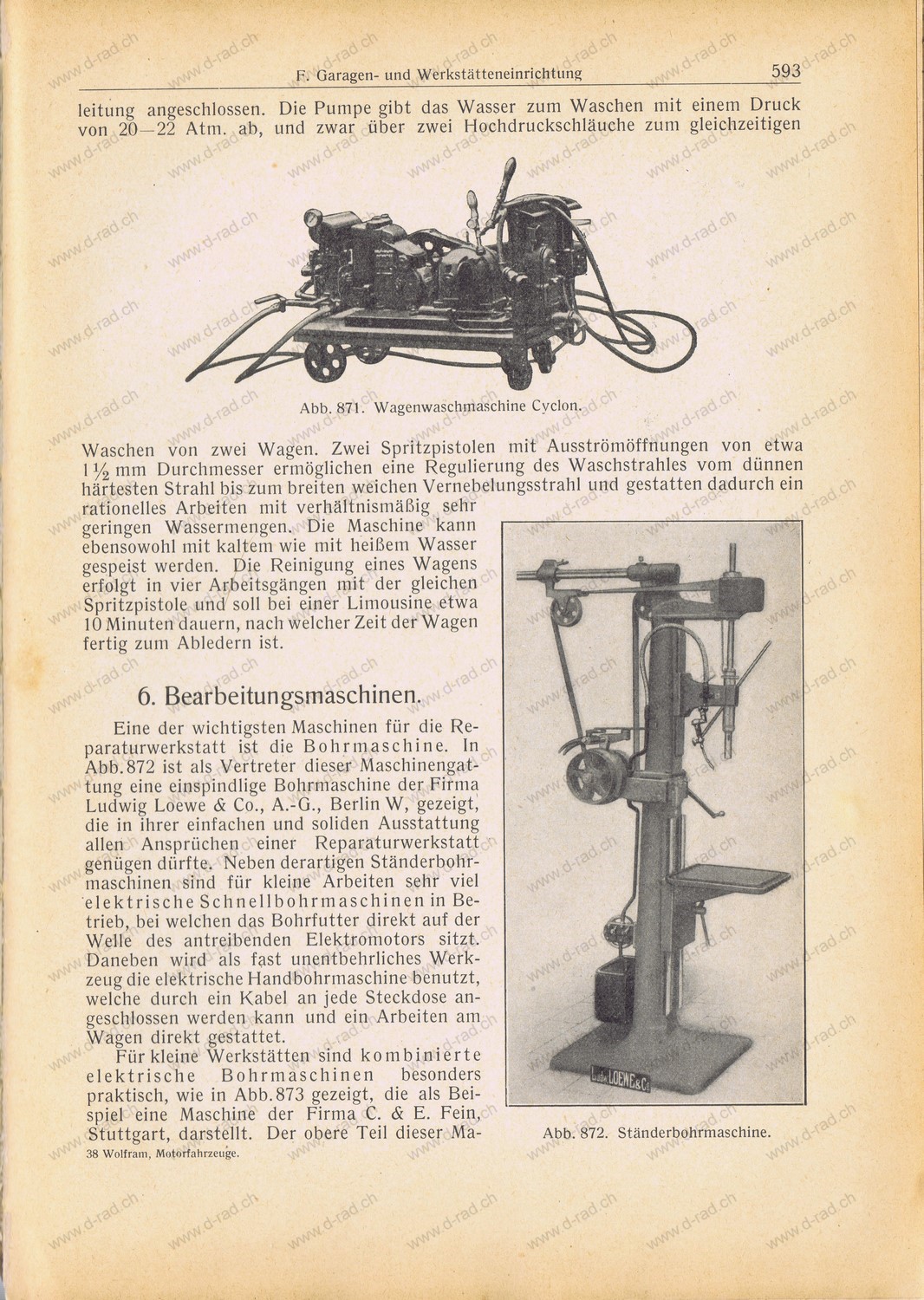{kind=link}
{kind=link}
{kind=link}
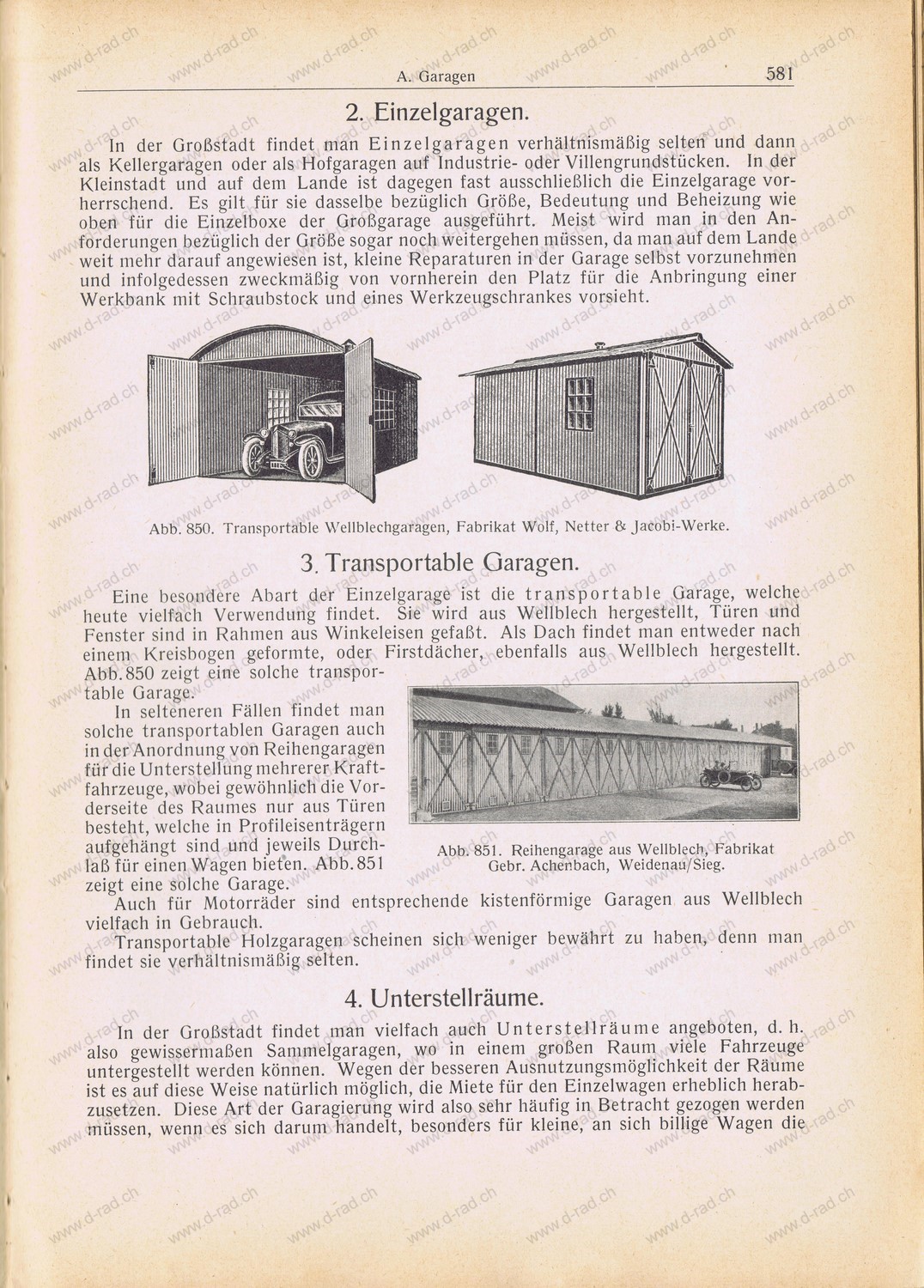{kind=link}
{kind=link}
{kind=link}
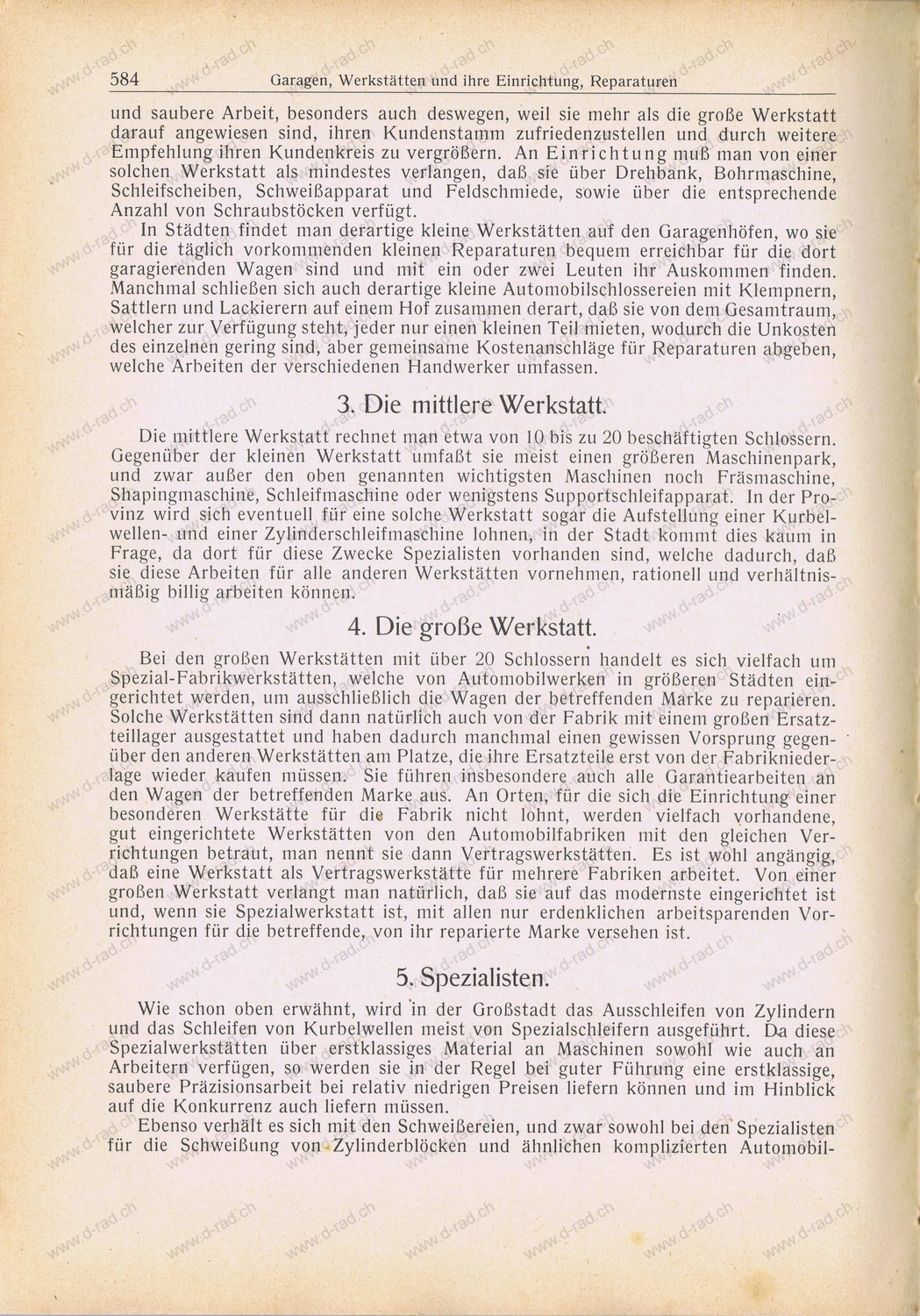{kind=link}
{kind=link}
{kind=link}
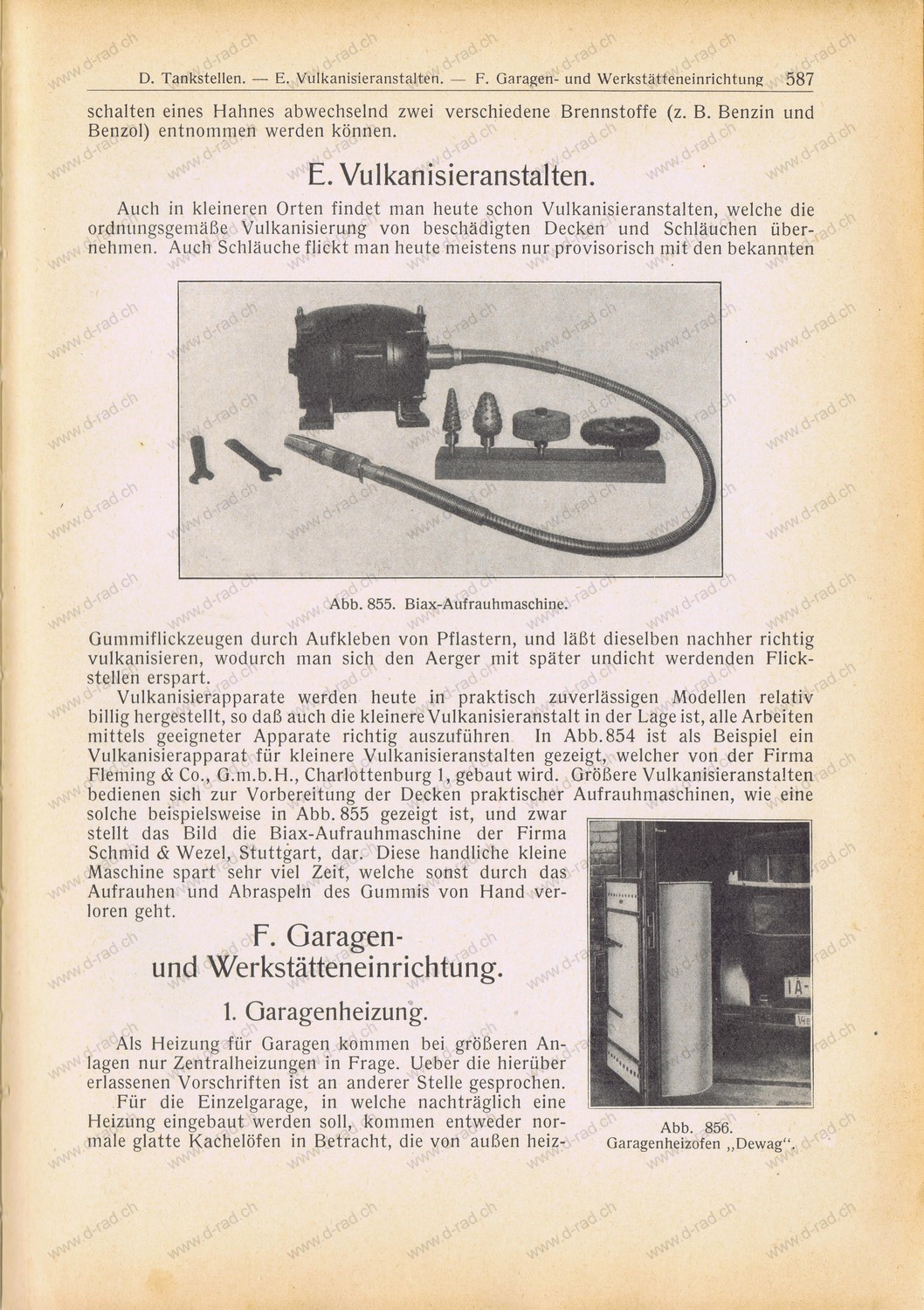{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}