Nachfolgend sind alle veröffentlichten "Berichte des Monats" aufgelistet. Klicke auf die jeweiligen Artikel, um diese zu lesen.
Von Juli 2021 bis April 2022 erschien der "Bericht des Monats" ausnahmsweise wöchentlich zum Thema D-Lieferwagen L-7!
Den kompletten Restaurationsbericht über den D-Lieferwagen L7 gibt es als Hardcover-Buch!
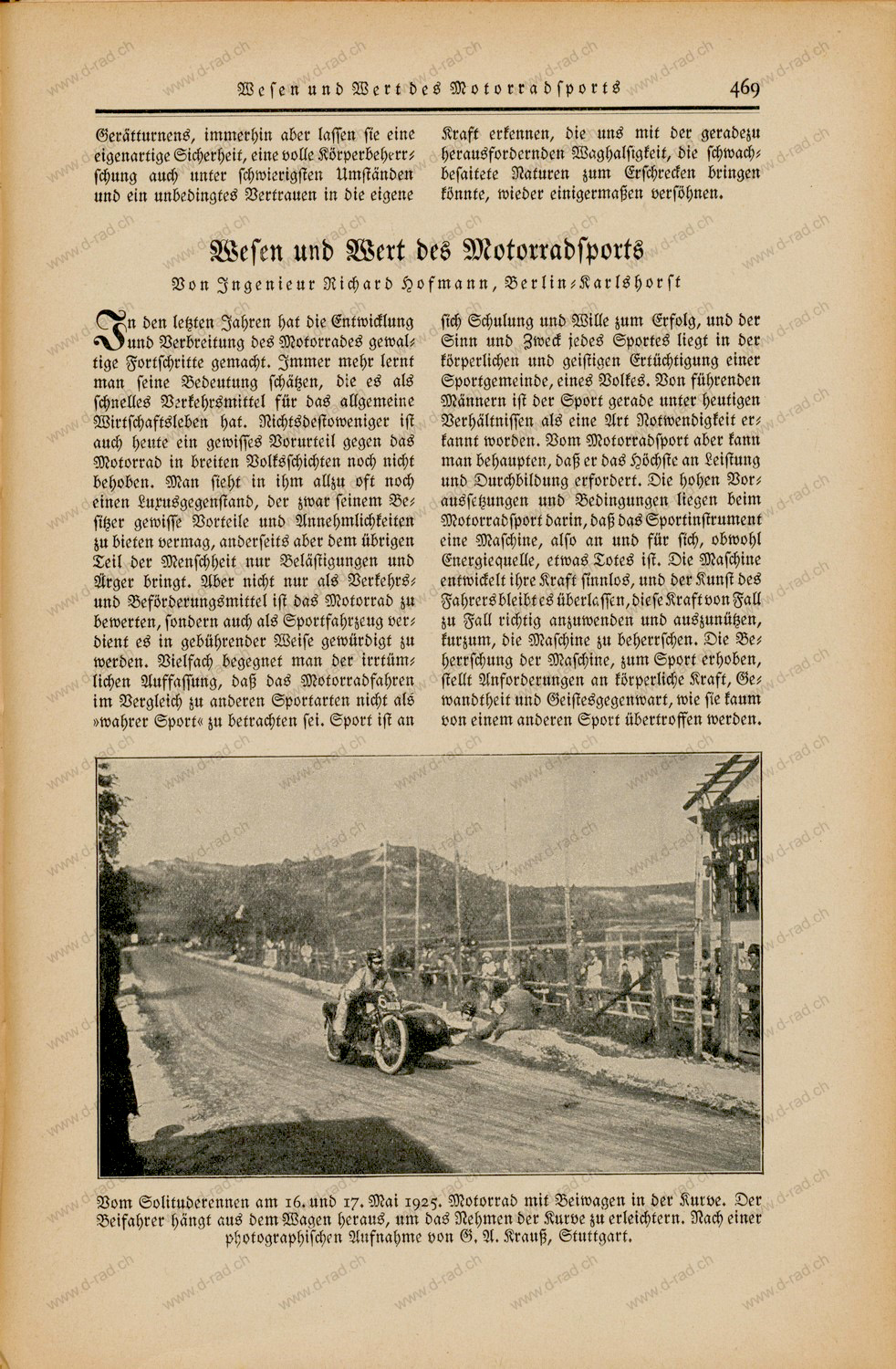
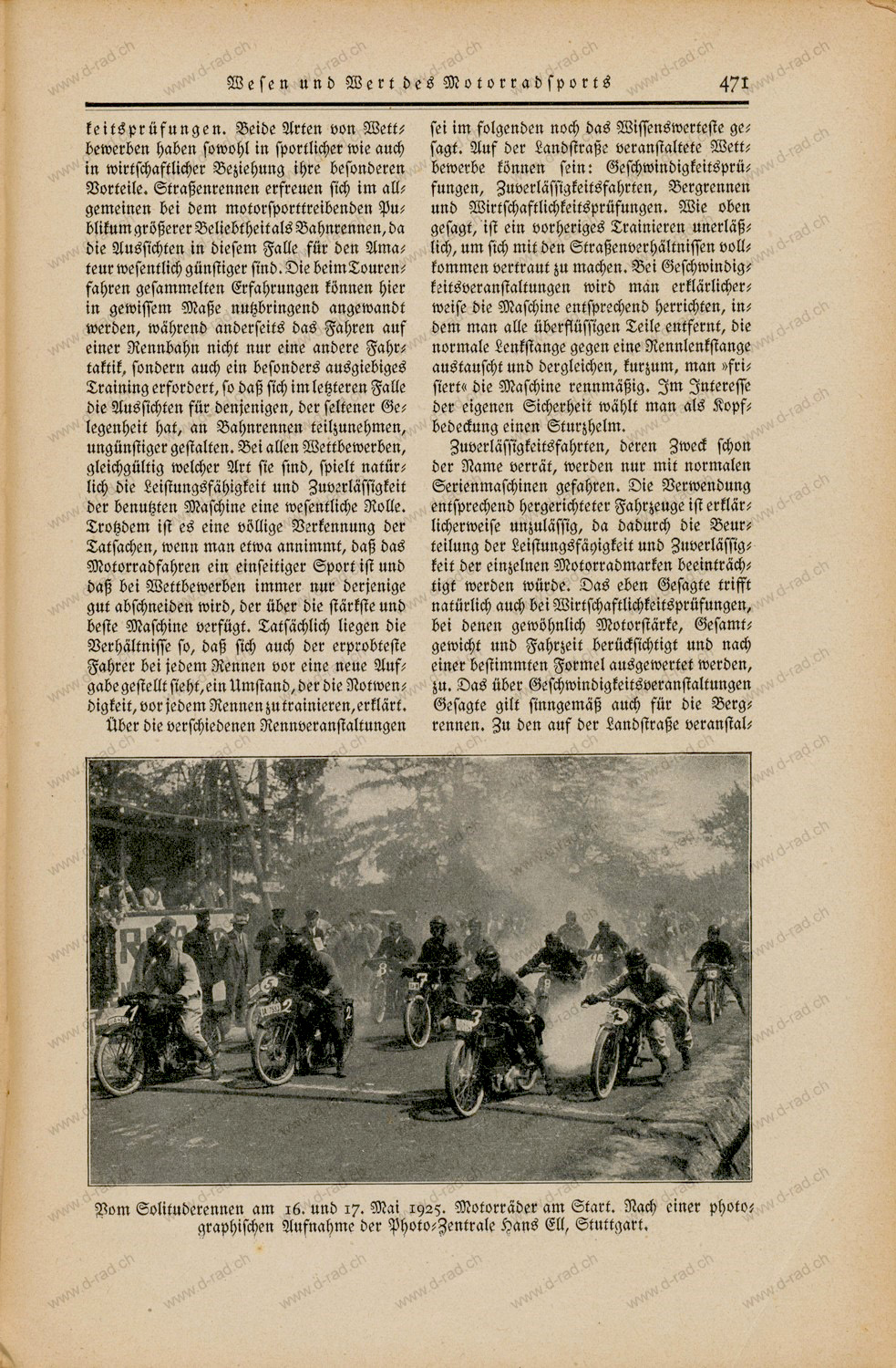
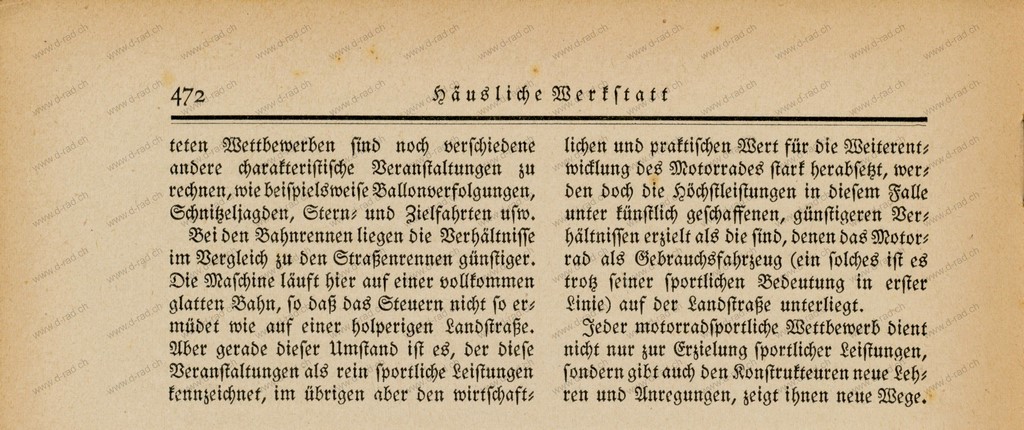
Juni 2021 - Wesen und Wert des Motorradsports
Mai 2021 - D-Rad R10 / R11 Getriebe-Gehäuse Nachfertigung

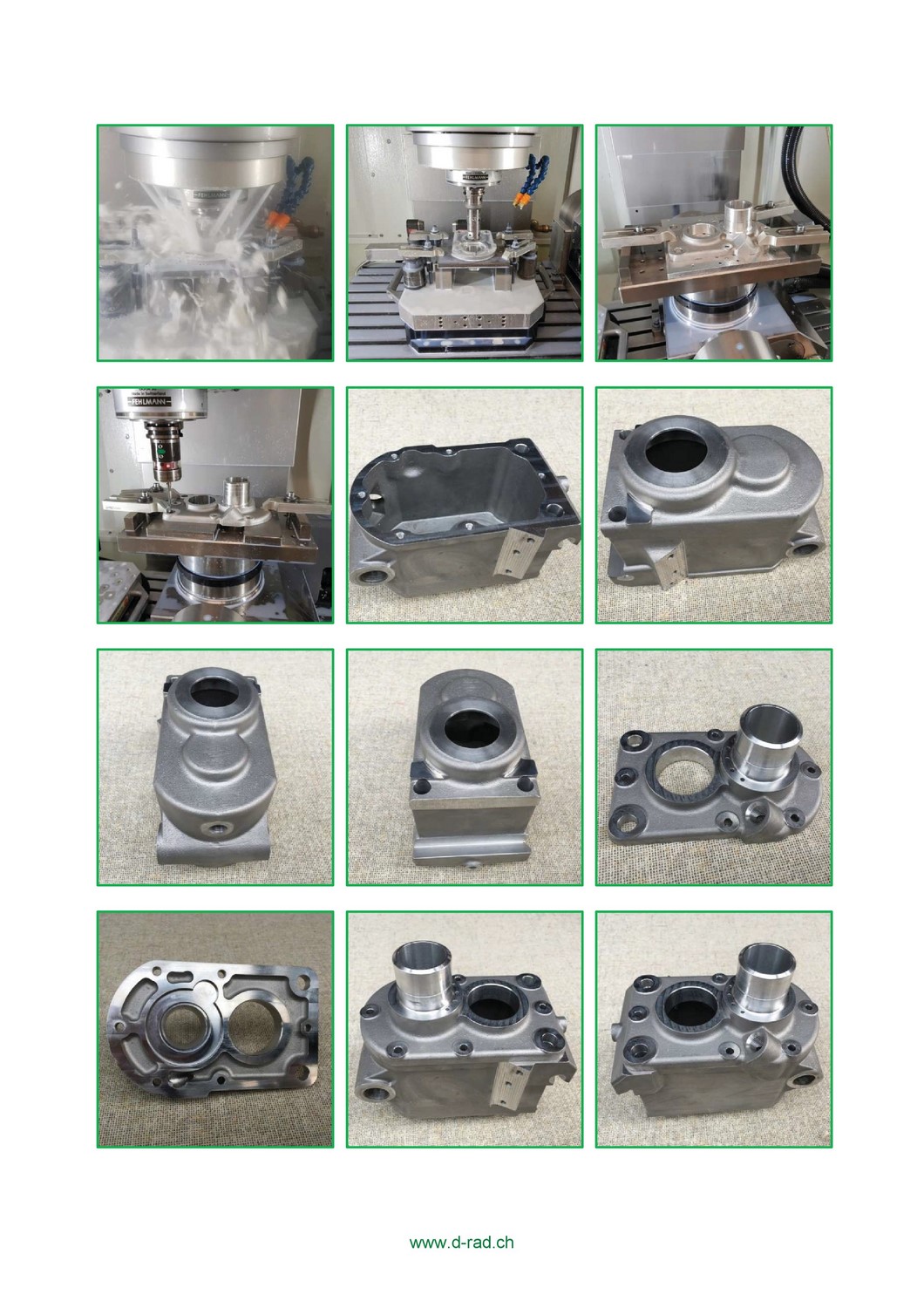
D-Rad R10 / R11 Getriebe-Gehäuse Nachfertigung – Teil 3 Peter Stöcklin © 2021 Mechanische Bearbeitung Die Gussteile kommen im Rohzustand aus der Giesserei. Nachfolgend müssen die Teile mechanisch bearbeitet werden. Eine Herausforderung ist es, wie und wo man das Rohteil auf der Fräsmaschine das erste Mal aufspannen soll. Keine Fläche ist in diesen Zustand eben. Die erste Aufspannung stellt den Anspruch, dass diese möglichst symmetrisch, winklig und zentrisch erfolgen muss, damit die spätere Bearbeitung überall gleichmässig viel Material abträgt. Die erste gefräste oder plane Fläche und die ersten Bohrungen sind die Referenz für die gesamte restliche Bearbeitung. Zusätzlich musste eine Aufspannvorrichtung hergestellt werden, um die Gehäuseteile überhaupt spannen zu können. Mit Hilfe des 3D-Modells konnte daraus schliesslich das CNC-Programm für die Fräsmaschine erstellt werden. Die Abläufe sind analog der Beschreibung bei der Herstellung der Gussmodelle. Die folgende Bildstrecke zeigt die Bearbeitung und die fertigen Gehäuseteile.
Zusammenbau Der Zusammenbau gestaltet sich nicht anders als bei einem Originalgehäuse. Es gibt aber folgende Punkte, welche dabei beachtet werden müssen: Die Bohrung für den Niet des Ausklinkplättchens ist bewusst nicht vorhanden. Je nachdem, ob ein Originalplättchen vorhanden ist und nach Grösse dessen Niet kann das Loch passend gebohrt werden. Ist das Originalplättchen schlecht, muss ein neues angefertigt und gehärtet werden. Anschliessend kann danach die Bohrung am Gehäusedeckel erfolgen. Weiter gab es bei der Vermassung verschiedene Tiefen für das kleine Kugellager im Gehäuse. Somit soll das Getriebe zuerst zusammengebaut werden und dann das Längsspiel der Wellen gemessen werden. Dabei ist auch die Dicke der Papierdichtung zu berücksichtigen. Abhängig vom Spiel kann die Dicke des Distanzringes auf der Primärwelle bestimmt werden. Dabei muss aber auch beachtet werden, ob die Bronzebuchsen und deren Bundflächen nicht abgenützt sind. Diese sind bei Bedarf zu erneuern. In die Bronze-Lagermutter der Schaltwelle habe ich anstelle der Filzdichtung einen Simmerring eingesetzt. Dies ist der Ort, wo sonst das Getriebe Öl verliert. Hierzu sei noch vermerkt, dass die Wellenfeder auf der Schaltwelle kein Spiel haben soll. Schaltwelle und - Gabel sollten satt ineinandergeschoben werden können. Dies ist abgesehen von einem ausgeleierten oder falsch eingestellten Schaltgestänge der Grund, weshalb insbesondere der 2. Gang herausspringt.
Teil 3 von 3
April 2021 - D-Rad R10 / R11 Getriebe-Gehäuse Nachfertigung

D-Rad R10 / R11 Getriebe-Gehäuse Nachfertigung – Teil 2
Peter Stöcklin © 2021
Möglichkeiten von Aluminiumguss
Für die Herstellung von Gussformen gibt es mehrere Möglichkeiten. Werden nur geringe Mengen an Gussrohlingen oder sogar nur ein Einzelstück benötigt, kann heute direkt eine Sandform im 3D-Drucker erstellt werden. Dabei wird Sand und ein Bindemittel schichtweise mit dem Drucker aufgebaut und verklebt. Ab ca. 10 Stück lohnt sich dieses Verwahren meist nicht mehr. Die Oberfläche des fertigen Gussteils ist eher rau und es können evtl. die Druckschichten in der Sandform erkannt werden. Die Sandform selbst ist nur einmalig verwendbar und geht verloren.
Eine weitere Möglichkeit ist der Bau einer Kernform und eines Kernkastens. Das ist eine Positivform und ein umschliessender Kasten. In die Zwischenräume dieser Formen wird Sand mit Bindemittel eingebracht und verfestigt. Dieser Sand ergibt die Negativform für den Guss. Die Sandform selbst ist auch hier nur einmalig verwendbar und geht ebenfalls verloren. Die Gussoberfläche wird feiner. Die Vorarbei-ten sind aufwändig, dafür kann später kostengünstiger reproduziert werden.
Original waren die Gehäuse in einer Stahlkokille gegossen. Das ist eine Negativform aus Stahl, in welche das Alu gegossen wird. Beim D-Rad Getriebe sind die Konturen und der Aufbau der Form gut erkennbar. Dieses Verfahren lohnt sich nur bei hohen Stückzahlen, die Form geht nicht wie bei Sand verloren und die fertige Oberfläche ist sehr fein.
Es gibt noch andere Methoden zum Nachbau von Teilen. Oft wird nur ein Abdruck eines Originalteiles genommen. Das ist zwar billig, stimmt aber wegen der Schrumpfmasse beim Erkalten des Aluminiums nicht mehr mit dem Originalteil überein. Für mein Getriebe war dies von Anfang an keine Option.
Ich habe mich für die Variante mit Kernbau und Sandform entschieden. Die Kosten waren höher als bei einem 3D-Druck, dafür kann die Kernform bei allfälliger Nachfrage wiederverwendet werden, d.h. eine weitere Gussserie würde wesentlich günstiger als beim 3D-Druck.
Formenbau und Guss
Die Kernformen wurden bei der Giesserei aus unseren 3D-Daten hergestellt. Das Computermodell wird zuerst um das Schrumpfmass der Alulegierung 'aufgeblasen'. Dies ist ein wesentlicher Vorteil gegenüber dem Abdruck aus einem Originalteil. Per Software lassen sich alle Abmessungen so erweitern, dass nach dem Guss und Erkalten des Werkstückes die ursprünglichen Abmessungen herauskommen.
Weiter ist es vor dem Formenbau wichtig, alle zu bearbeitenden Flächen oder Öffnungen mit zusätzlichem Material zu versehen. In unserem Fall wurden diese Bereiche in der Zeichnung rot markiert, damit die Giesserei wusste, wo später bearbeitet wird. An diesen Stellen hat der Formenbauer 3mm Material dazugegeben.
Datenaufbereitung der Kundendaten
Das Datenmodell des Gehäuses wurde entlang der späteren Formtrennung halbiert, um Radien zu bearbeiten und den Formanzug zu modellieren. Dies ist nötig, um später das Modell aus der Sandform ziehen zu können.
Herstellung der Kernform
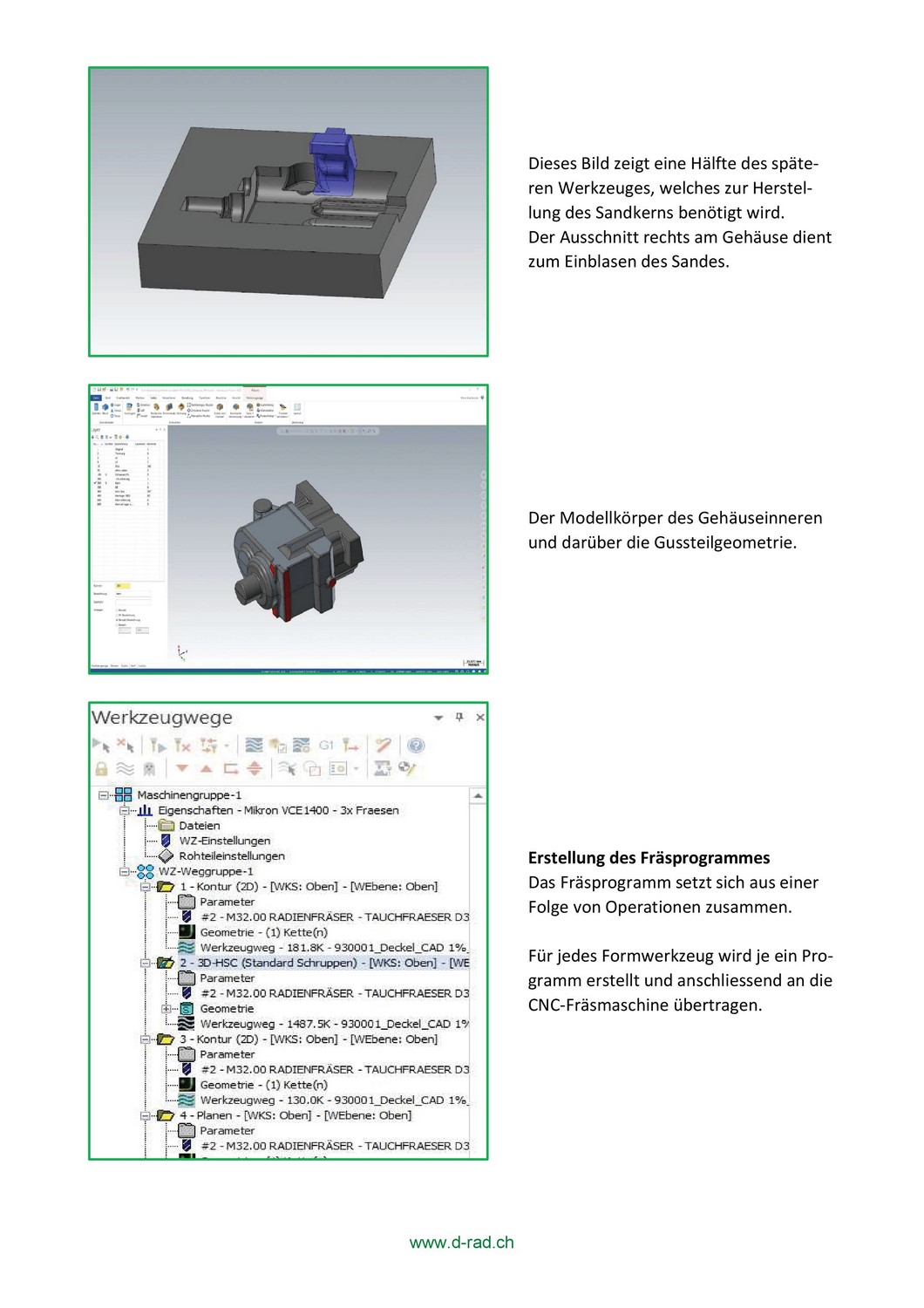
Zur Bildung der Form für die Gehäuseinnenseite wird ein Sandkern benötigt. Am CAD entsteht dieser als Volumenkörper mit verlängerten Bereichen, die als sogenannte Kernlager dienen.
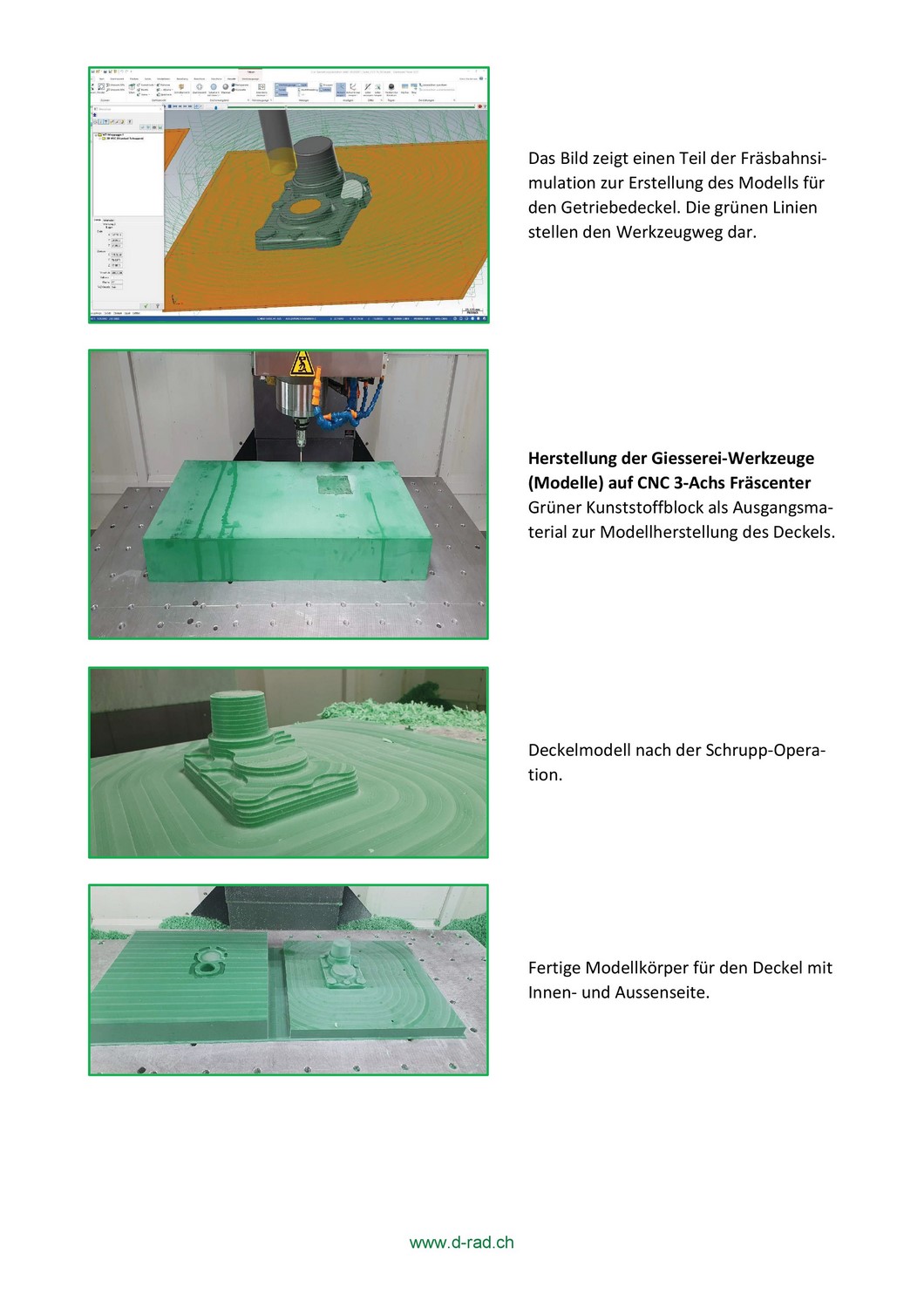
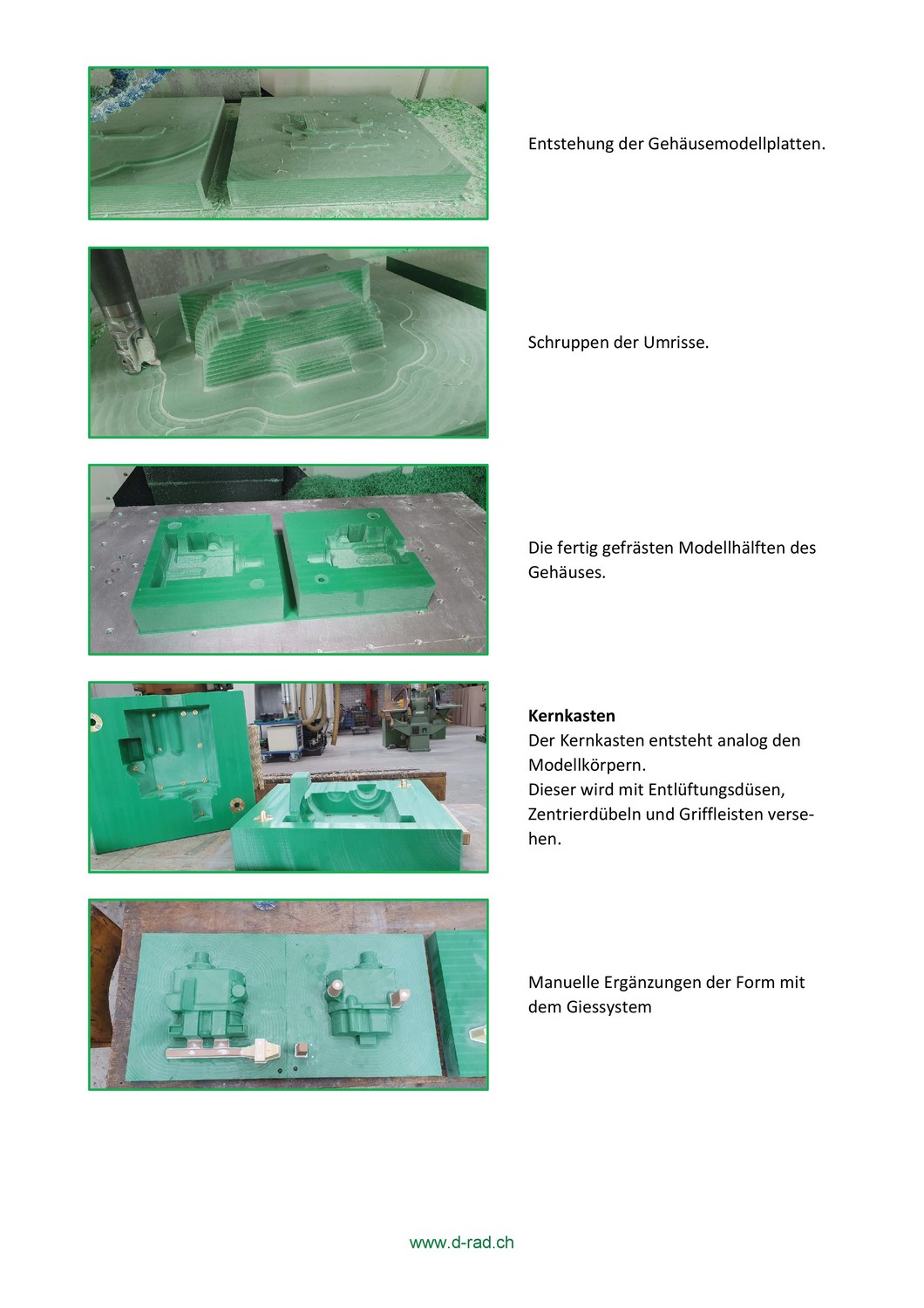
Dieses Bild zeigt eine Hälfte des späteren Werkzeuges, welches zur Herstellung des Sandkerns benötigt wird. Der Ausschnitt rechts am Gehäuse dient zum Einblasen des Sandes. Der Modellkörper des Gehäuseinneren und darüber die Gussteilgeometrie. Erstellung des Fräsprogrammes. Das Fräsprogramm setzt sich aus einer Folge von Operationen zusammen. Für jedes Formwerkzeug wird je ein Programm erstellt und anschliessend an die CNC-Fräsmaschine übertragen. Das Bild zeigt einen Teil der Fräsbahnsimulation zur Erstellung des Modells für den Getriebedeckel. Die grünen Linien stellen den Werkzeugweg dar. Herstellung der Giesserei-Werkzeuge (Modelle) auf CNC 3-Achs Fräscenter. Grüner Kunststoffblock als Ausgangsmaterial zur Modellherstellung des Deckels. Deckelmodell nach der Schrupp-Operation. Fertige Modellkörper für den Deckel mit Innen- und Aussenseite. Entstehung der Gehäusemodellplatten. Schruppen der Umrisse. Die fertig gefrästen Modellhälften des Gehäuses.
Kernkasten
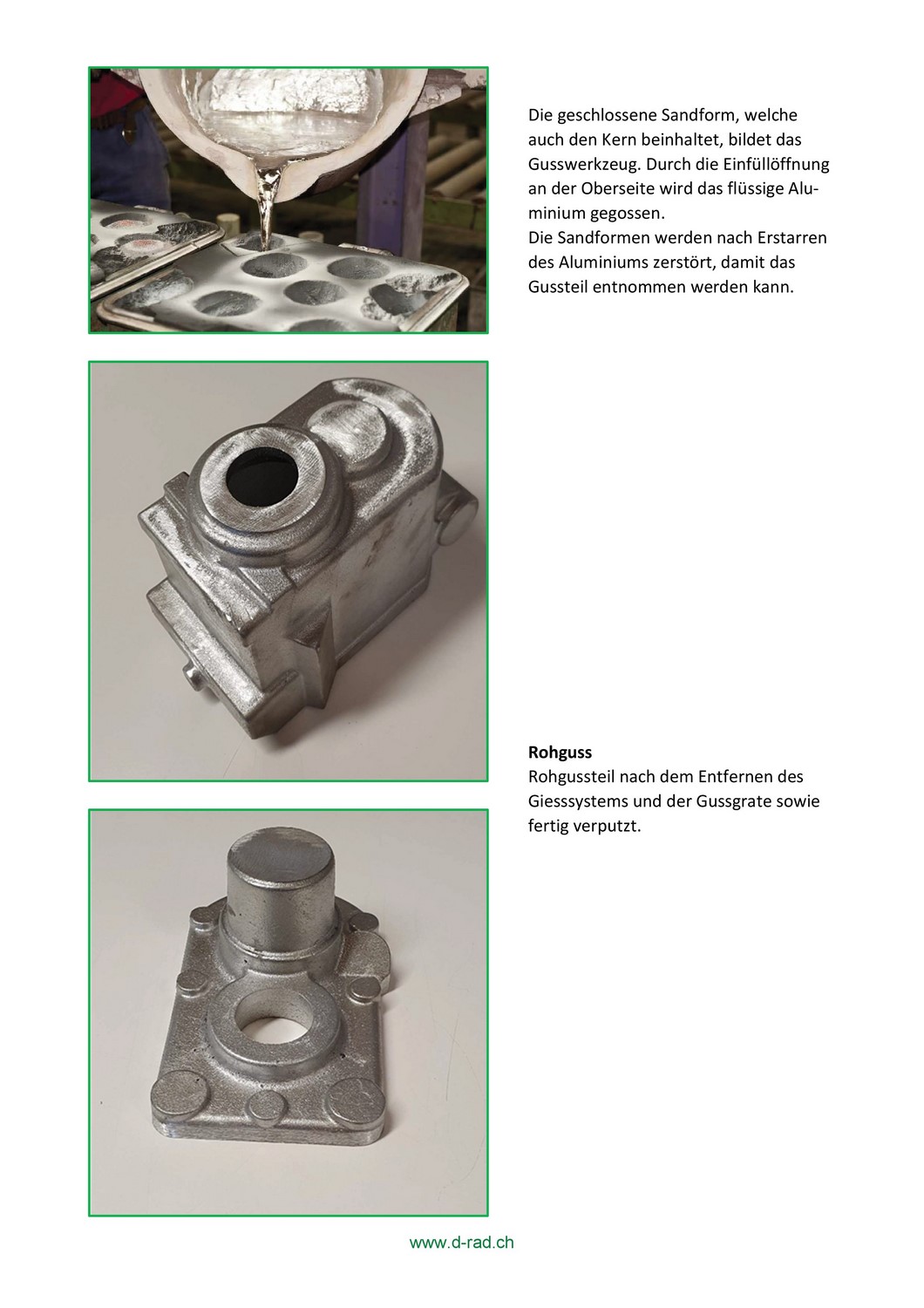
Der Kernkasten entsteht analog den Modellkörpern. Dieser wird mit Entlüftungsdüsen, Zentrierdübeln und Griffleisten versehen. Manuelle Ergänzungen der Form mit dem Giesssystem. Herstellungsprozess Alu-Sandgussform. Der Sandkern wird mittels Kernkasten hergestellt. Durch die obere Öffnung wird ein Gemisch aus Quarzsand und Bindemittel mit Druckluft in das Werkzeug geblasen. Die untere und obere Sandform für die Aussenseite des Getriebes wird anhand der entsprechenden Modellplatten abgeformt. Der abgebildete Kasten wird mit Sand und Bindemittel gefüllt, verdichtet und ausgehärtet. Danach wird das grüne Modell entfernt. Die geschlossene Sandform, welche auch den Kern beinhaltet, bildet das Gusswerkzeug. Durch die Einfüllöffnung an der Oberseite wird das flüssige Aluminium gegossen. Die Sandformen werden nach Erstarren des Aluminiums zerstört, damit das Gussteil entnommen werden kann.
Rohguss
Rohgussteil nach dem Entfernen des Giesssystems und der Gussgrate sowie fertig verputzt. Ich danke der Firma Stebler für die gute Zusammenarbeit, die perfekte Ausführung sowie für die zur Verfügung gestellten Bilder.
Teil 2 von 3
März 2021 - D-Rad R10 / R11 Getriebe-Gehäuse Nachfertigung
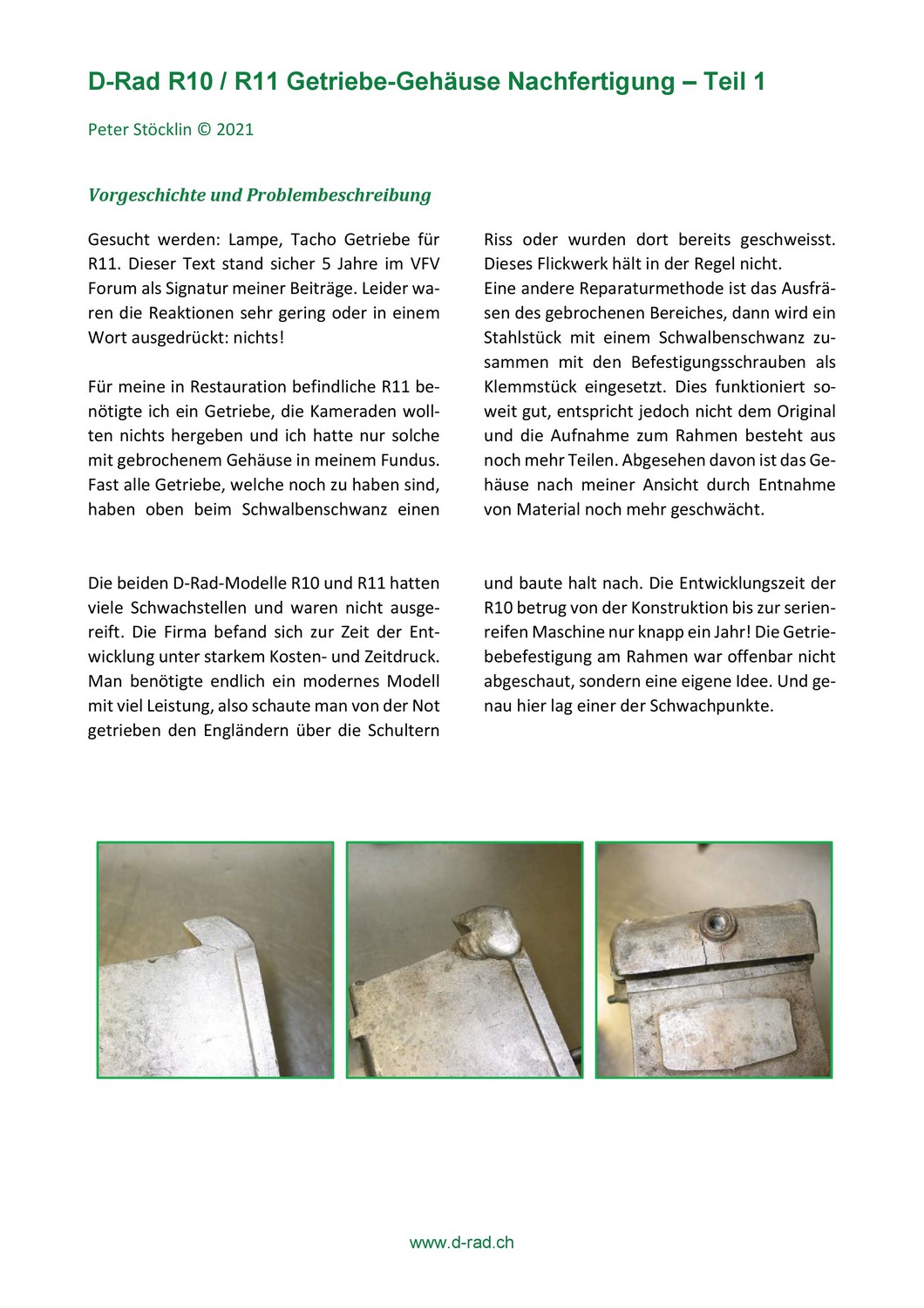
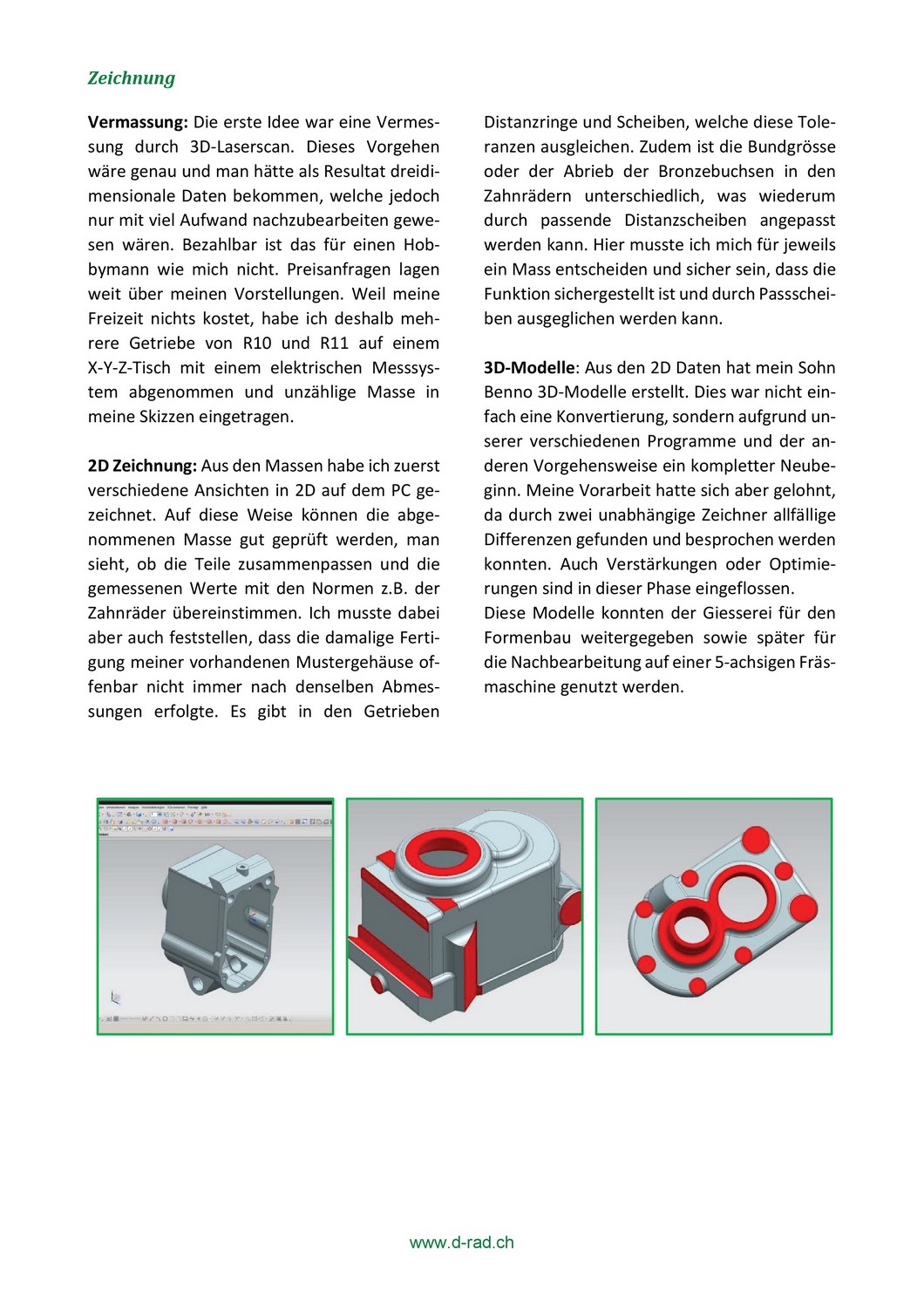
D-Rad R10 / R11 Getriebe-Gehäuse Nachfertigung – Teil 1 Peter Stöcklin © 2021 Vorgeschichte und Problembeschreibung Gesucht werden: Lampe, Tacho Getriebe für R11. Dieser Text stand sicher 5 Jahre im VFV Forum als Signatur meiner Beiträge. Leider waren die Reaktionen sehr gering oder in einem Wort ausgedrückt: nichts! Für meine in Restauration befindliche R11 benötigte ich ein Getriebe, die Kameraden wollten nichts hergeben und ich hatte nur solche mit gebrochenem Gehäuse in meinem Fundus. Fast alle Getriebe, welche noch zu haben sind, haben oben beim Schwalbenschwanz einen Riss oder wurden dort bereits geschweisst. Dieses Flickwerk hält in der Regel nicht. Eine andere Reparaturmethode ist das Ausfräsen des gebrochenen Bereiches, dann wird ein Stahlstück mit einem Schwalbenschwanz zusammen mit den Befestigungsschrauben als Klemmstück eingesetzt. Dies funktioniert soweit gut, entspricht jedoch nicht dem Original und die Aufnahme zum Rahmen besteht aus noch mehr Teilen. Abgesehen davon ist das Gehäuse nach meiner Ansicht durch Entnahme von Material noch mehr geschwächt. Die beiden D-Rad-Modelle R10 und R11 hatten viele Schwachstellen und waren nicht ausgereift. Die Firma befand sich zur Zeit der Entwicklung unter starkem Kosten- und Zeitdruck. Man benötigte endlich ein modernes Modell mit viel Leistung, also schaute man von der Not getrieben den Engländern über die Schultern und baute halt nach. Die Entwicklungszeit der R10 betrug von der Konstruktion bis zur serienreifen Maschine nur knapp ein Jahr! Die Getriebebefestigung am Rahmen war offenbar nicht abgeschaut, sondern eine eigene Idee. Und genau hier lag einer der Schwachpunkte. Über die Gründe, warum die Gehäuse dort brechen, kann man lange diskutieren. Es sind sicher einige: • Zu heftiges Festziehen führt zu einem Riss durch Scherung (Kerbwirkung). • Der Kickstarter ist so ausgeführt, dass er als Seitenständer benutzt werden kann (das wissen heute viele nicht mehr), die ganze Last des Motorrades hält dann am Schwalbenschwanz. • Bei einem Sturz landet das Motorrad auf dem Kickstarterhebel, welcher ja fest ist. Ein klappbarer könnte nicht als Seitenständer benutzt werden, diese Bedingung schien in der Entwicklung Vorrang gehabt zu haben. Somit Konstruktionsfehler in Hinblick auf den Schwalbenschwanz. • Ich glaube nicht, dass der Bruch durch den Antrieb selbst verursacht wird, weil die Zugkraft vom Motor über die Kupplung in fast einer geraden Linie zum Hinterrad verläuft. Mag sein, dass ruckartige Lastwechsel ebenfalls zu einem Riss führen können. Ein Gehäuse selbst bauen Da ich ohne Getriebe nicht fahren kann und kein brauchbarer Ersatz zu bekommen war, musste ein anderer Weg begangen werden. Ich entschied mich für einen Neubau des Gehäuses. Dieses musste vom Material her bessere Eigenschaften erfüllen als das alte, aber gleich aussehen. Die Befestigung am Rahmen war gegeben, ich hatte aber vor, etwas mehr Material dazuzugeben, d.h. der Keil ist länger und dicker gebaut als beim Original. Für die tiefen Aussparungen und die hintergriffige Tasche für die Schaltgabel wären Sonderwerkzeuge erforderlich gewesen, welche viel Geld gekostet hätten. Zudem musste innen an der Schwalbenschwanznut möglichst ein Radius sein und nicht eine scharfe Ecke, damit die Kerbwirkung geringer ist. Anfänglich war gedacht, das Getriebe aus dem Vollen zu fräsen. Für ein Einzelstück wäre das eine Möglichkeit, sieht am Schluss aber optisch nicht wie ein Gussgehäuse aus. Dazu muss ein Originalgetriebe vermessen werden und letztendlich ein Fräsprogramm erstellt werden. Diese Arbeitsschritte kann man somit ebenso anwenden, um Gussformen zu bauen, dann mehrere Gehäuse zu giessen und somit Gussrohlinge zu bearbeiten. Dies ergibt weniger Bearbeitungszeit in der Endfertigung. Ein Problem ist das grosse Schulterkugellager am Getriebeausgang. Dieses gibt es nicht mehr. Es besteht aber die Möglichkeit, dort ein normales Kugellager einzubauen. Dann ist die Zerlegung des Getriebes je nach Passung der Sitze zwar etwas schwieriger, aber dafür stimmen die Abmessungen mit dem Original überein. Weiter habe ich entschieden, die Wellendichtungen weiterhin wie beim Original als Filzring zu belassen. Der grösste Ölverlust ist ohnehin unten beim Schaltgabellager. Dort kann mit geringem Aufwand ein moderner Radialwellendichtring in das Bronzelager eingesetzt werden. Zeichnung Vermassung: Die erste Idee war eine Vermessung durch 3D-Laserscan. Dieses Vorgehen wäre genau und man hätte als Resultat dreidimensionale Daten bekommen, welche jedoch nur mit viel Aufwand nachzubearbeiten gewesen wären. Bezahlbar ist das für einen Hobbymann wie mich nicht. Preisanfragen lagen weit über meinen Vorstellungen. Weil meine Freizeit nichts kostet, habe ich deshalb mehrere Getriebe von R10 und R11 auf einem X-Y-Z-Tisch mit einem elektrischen Messsystem abgenommen und unzählige Masse in meine Skizzen eingetragen. 2D Zeichnung: Aus den Massen habe ich zuerst verschiedene Ansichten in 2D auf dem PC gezeichnet. Auf diese Weise können die abgenommenen Masse gut geprüft werden, man sieht, ob die Teile zusammenpassen und die gemessenen Werte mit den Normen z.B. der Zahnräder übereinstimmen. Ich musste dabei aber auch feststellen, dass die damalige Fertigung meiner vorhandenen Mustergehäuse offenbar nicht immer nach denselben Abmessungen erfolgte. Es gibt in den Getrieben Distanzringe und Scheiben, welche diese Toleranzen ausgleichen. Zudem ist die Bundgrösse oder der Abrieb der Bronzebuchsen in den Zahnrädern unterschiedlich, was wiederum durch passende Distanzscheiben angepasst werden kann. Hier musste ich mich für jeweils ein Mass entscheiden und sicher sein, dass die Funktion sichergestellt ist und durch Passscheiben ausgeglichen werden kann. 3D-Modelle: Aus den 2D Daten hat mein Sohn Benno 3D-Modelle erstellt. Dies war nicht einfach eine Konvertierung, sondern aufgrund unserer verschiedenen Programme und der anderen Vorgehensweise ein kompletter Neubeginn. Meine Vorarbeit hatte sich aber gelohnt, da durch zwei unabhängige Zeichner allfällige Differenzen gefunden und besprochen werden konnten. Auch Verstärkungen oder Optimierungen sind in dieser Phase eingeflossen. Diese Modelle konnten der Giesserei für den Formenbau weitergegeben sowie später für die Nachbearbeitung auf einer 5-achsigen Fräsmaschine genutzt werden.
Teil 1 von 3
Februar 2021 - Allerlei von Zündkerzen
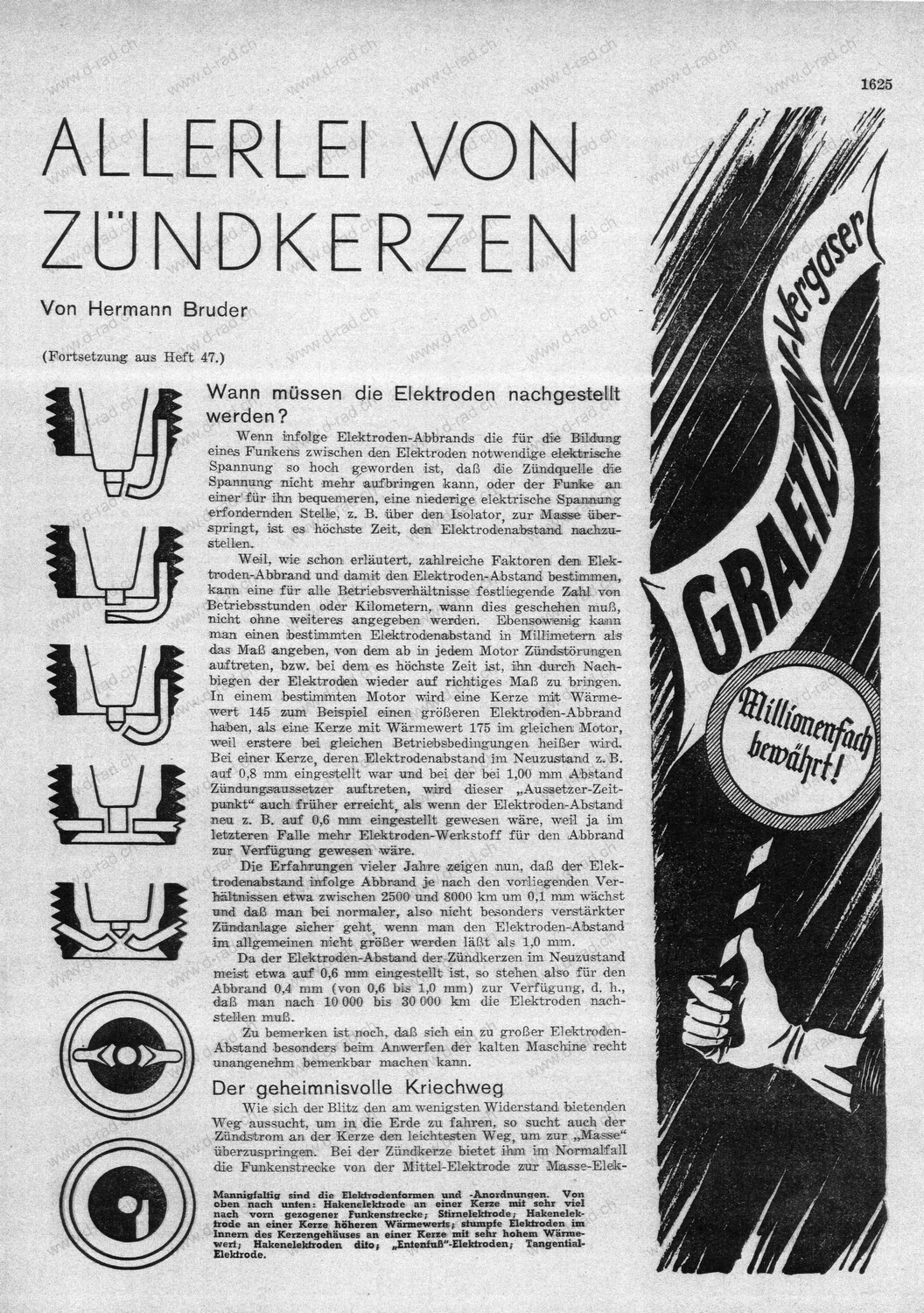
Ein grosses Dankeschön an Helmut Zum Felde für die Bereitstellung dieses Berichts!
Teil 4 von 4
Januar 2021 - Allerlei von Zündkerzen
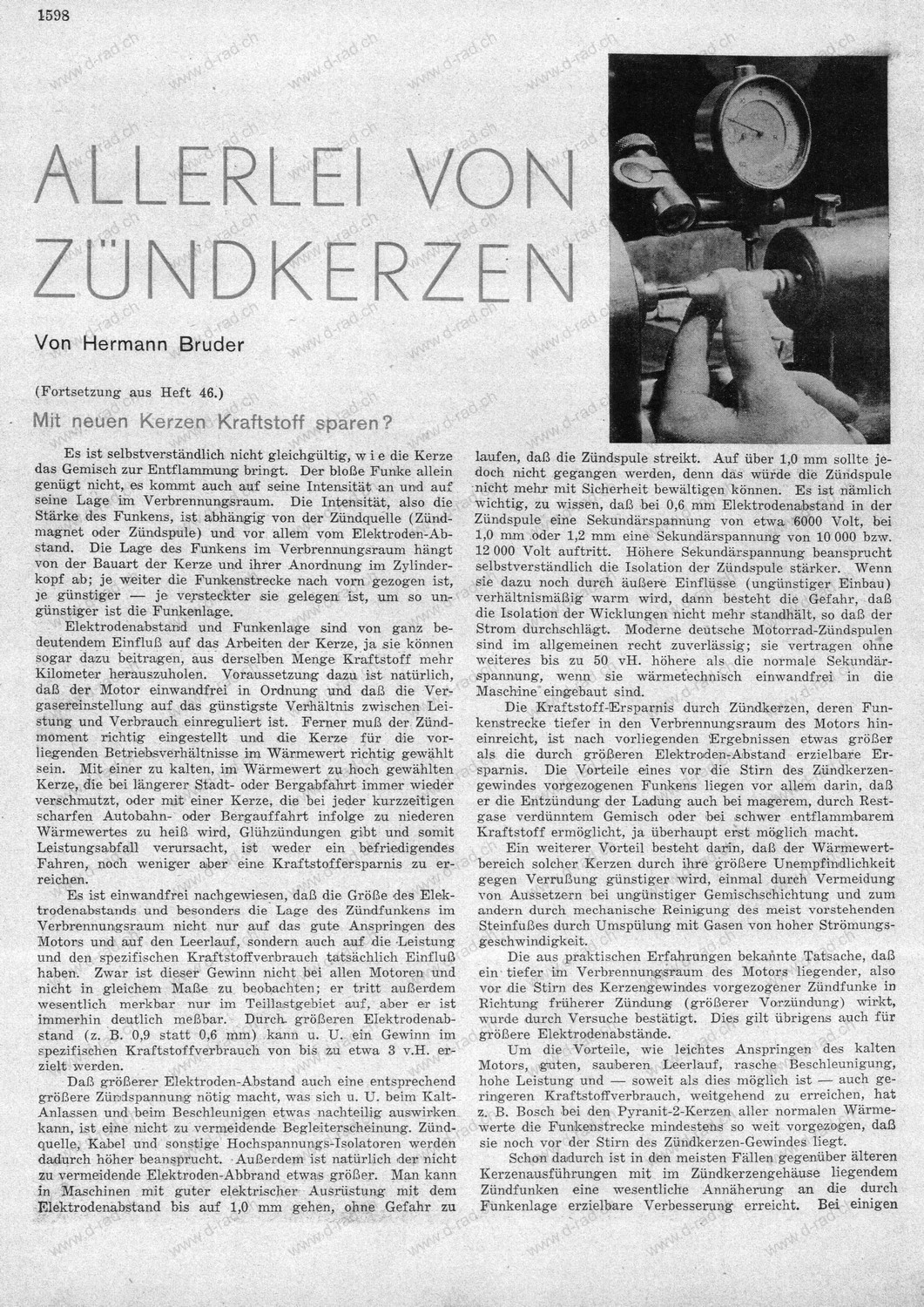
Ein grosses Dankeschön an Helmut Zum Felde für die Bereitstellung dieses Berichts!
Teil 3 von 4

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}